ヘルプは、Cドライブにあるはず。
C:\Asis1v11\Help\Manuals\AP100ManualMenu.htm
を実行するとブラウザが起動する。
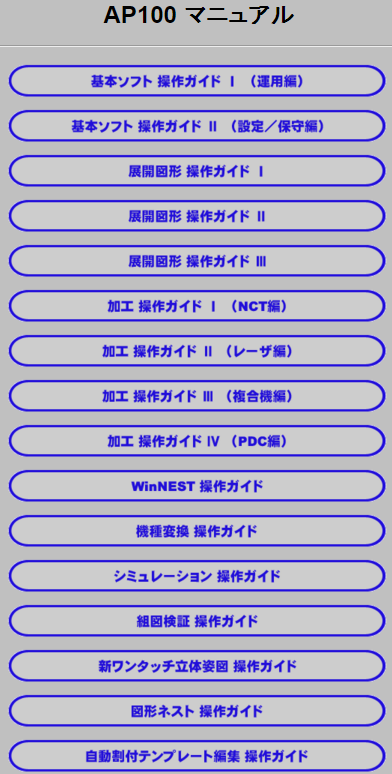
基本ソフト 操作ガイドⅠ(運用編)
基本ソフト 操作ガイドⅡ(設定/保守編)
展開図面 操作ガイド Ⅰ <<基本はこれ。ただ、入り口だけの所も
展開図面 操作ガイド Ⅱ
展開図面 操作ガイド Ⅲ
加工 操作ガイドⅠ(NCT編) <<抜き金型の割付
加工 操作ガイドⅡ(レーザ編)
加工 操作ガイドⅢ(複合機編)
加工 操作ガイドⅣ(PDC編)
WinNEST 操作ガイド
機種変換 操作ガイド
シュミレーション 操作ガイド
組図検証 操作ガイド
新ワンタッチ立体姿図 操作ガイド <<基本見るだけ
図形ネスト 操作ガイド
自動割付テンプレート編集 操作ガイド
C:\Asis1v11\Help\Manuals\PCLManualMenu.htm
もある。