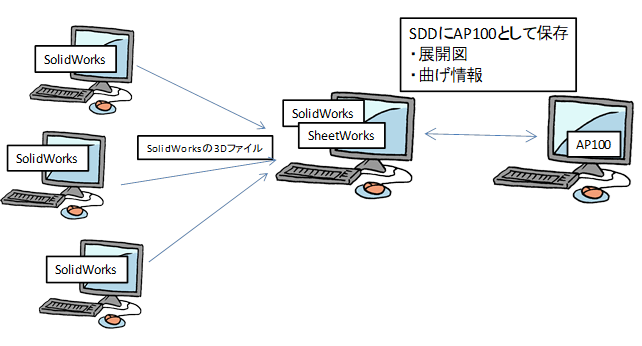
SheetWorksは、SolidWorksとは別の展開図を作れるし、機能としてはいろいろあるが、ここでは単純にSheetWorksをSDDでデータを保存するためのコンバータ(変換)として説明する。
次図のようにそれぞれのSolidWorksで展開可能な板金部品を作り、SheetWorksでコンバート(変換)する。
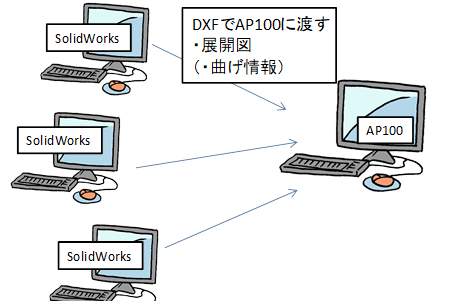
次図の「展開図」と「曲げ情報」は、以下の意味がある
- 「展開図」:切断のためのデータ:タレパン、レーザー用のデータ
- 「曲げ情報」;曲げるためのデータ:NTベンダー用のデータ
で、
SheetWorksが無くてもDXF形式などの図面交換ファイルを使って、AP100に渡すことができる。
AP100はSDD以外にWindowsのファイル(下図の「Windowsの装置の操作」)を扱うことができる。
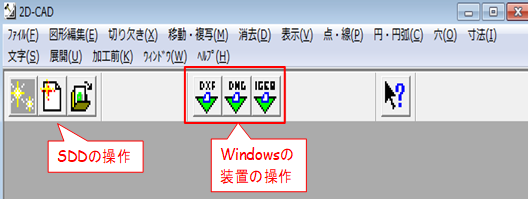
基本的に展開図を渡すことができると切断のためのデータ(展開図)は渡せる。曲げ情報に関してはDXFで渡す時に曲げの線を残せばAP100で「線を引いてから曲げる」ことができる。
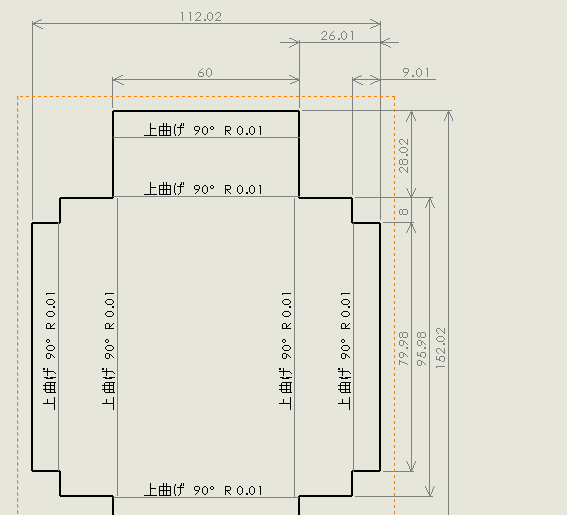
SolidWorksの展開図の図面は、実寸にすること。展開図の形状と曲げ線以外の隠れ線、寸法線、中心線などは削除してからDXF形式で保存する。