何が予想できるかと言うとビードの形です。
スイッチを切りながらの溶接も同様にビードの出来上がりがわかる。ら。
なぜなら、
すぐに冷えるから。切る場合も電流が低い場合も
溶接中にわかるっていうことはプールの終わりの方を見よう。
これが200Aとかになると冷えて固まる状態が溶接中には見えない。プール付近で確認できない。想像ではわかるが、現実に見えない。
100Aとかスイッチで切ると見やすい。
ソリッドワークス/SolidWorks、AP100、プログラム、TIG,CO2,手棒、板金

写真はフラックス入りワイヤーを手で切断、左側、シームレスでは無い。右はペンチで切る。
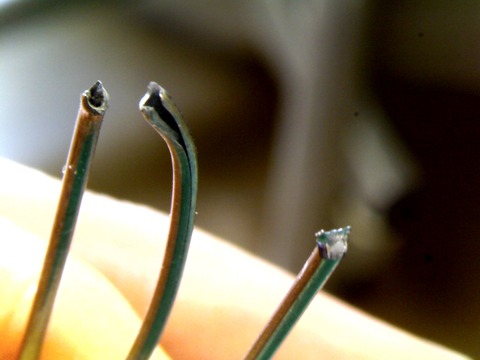
フラックスをワイヤが包む感じです。SF-1 はシームが無いらしい。だから錆びない。5年間、袋に入れず放置。で、使ってみたら普通に使える。200Aで立向きできる。カタログ値は260Aでできるらしい。
シームがあるフラックス入りワイヤーだと5年もほったらかしにしてたら3巻きインチングしてもまだサビが見える。

さっさと使わんといかんわ。袋に入れたらいいかな。
25-30Aぐらいなので記憶しやすい30Aでもいい。
だから、3.2mmの板厚だと30×3.2=96A、2mmの板厚だと30×2=60Aとなる。
ただし、これは突合せ溶接。すみ肉はこれより多目。角継ぎ手は少な目の電流になる。特にTIGはアークが集中するなら電流を下げる。すみ肉のように分散するなら電流を上げる。
TIG溶接でステンレスsus304の1mm厚だと突合せ溶接で25A、すみ肉で60Aと極端に変わる。TIGの場合、すみ肉の下図が狙ってもタングステン電極が近い方の板にアーク飛んでしまうという特有の話。炭酸ガスアーク溶接や被覆アーク溶接は下図がまあまあ狙えるからここまで極端では無いが、すみ肉は高めになる。
板厚が6mm以上で開先アリ。開先部分だけで言えばとがったとこの板厚は0だから板厚0-6mmになるので1層目の電流は小さ目で2層目で電流を大きく上げる。だから開先をつける6mm以上の板厚に対しては板厚1mmに対して30Aではなく単に目安。
3mm以下の板厚だとどんな電流で穴が開くとか裏に出るとか判断できるが、3mm以上になるとどんな溶接でも判断できない。だから開先加工がいるんだわ。
炭酸ガスアーク溶接、被覆アーク溶接では、太いビードを引く場合にストレートに動かしても電流を上げれば広くなる。
TIGでは裏波とか、完全溶け込みの話ならプールが出来て止めることはある。TIG/テグだけは、熱だけ入れることができるから。
単に盛るなら母材が溶けたら溶接棒を入れてどんどん進む。幅が広いならさっさと溶かしたい所を狙って溶けたら棒と、つまり、ウィービングです。
盛るのに溶け込む深さ?ってどうでもいいというかTIGは表面が溶けているのか見えてるので、炭酸ガスアーク溶接、被覆アーク溶接のように母材の溶けを予想して電流を上げるとかプールの先頭(プールの薄い所)にアークを狙うとかTIGにはいらん。
TIGでストレートに動かしてるのにビードが5mm以上(電流によるが)ある人はご注意を。熱の入れすぎ。
軟鋼3.2mm、開先加工なしならどんどん練習できます。溶接棒の送りの練習ね。ローリングより先にこの練習がいいです。
慣れるまでは両手は手首あたりで固定します。そして、肘/ヒジや脇を閉めて固定する方法も慣れましょう。

これは下向きです。2.4mm径の溶接棒TG-S50神戸製鋼です。軟鋼3.2mm厚でI形突き合わせです。すきま/ルート間隔は、4mmくらいで広めが練習にいい。120Aでクレータ電流は25A程度で冷やす。「クレータあり」か「反復」です。
棒の送りの練習なので母材の肩に当てて安定して送る練習をします。
下向きなのでプールと溶接棒を一体にしなくてもいいのです。重力でどうせ下にたれるからです。クレータ電流で冷やさなくても適当に裏に出る。
送りに慣れたら以下のことを練習しましょう。
立向きや横向きでも使えるようにするには、
電流は下向きと同じです。
Cはコンビネーション、初層はTIG、2層目から被覆アーク溶接。
鉄のTIGの場合、横向きより立向きが難しい。
何がって
手前に垂れるから
対策
それと
ローリングはしない。
まずは浮かして溶かし方がわかることが大事。ローリングはその後です。
横向きC-2Hはこちら
被覆アーク溶接の方は、LBを使う方がスラグがしっかり溶融金属を押さえてくれるのでおすすめ。
アーク長は短くしてアークの勢いで硬いスラグが来ないようにする。動画ではノロを飛ばすって書いてる。短さはアークが見えないくらい。
1層目はTIG、150A、クレータ25A。クレータありか反復でする。溶接棒は2.4mm。C-2Hでは2層でした。立ては盛れるので1層です。
2層目、3層目は被覆アーク溶接。LB-47径3.2mm。どちらも100-110A。C-2Hに比べ電流は低い。
TIGのトーチハンドルは、親指と人差し指で持つイメージ
被覆アーク溶接のホルダーは、小指までカッチリにぎらない