
短絡移行(ショートアーク)の溶接では、母材を溶かす時と肉盛りをするタイミンがある。
母材を溶かすにはプール(溶融池)の
先頭(進行方向の先) にアークが飛ぶよう溶接スピードを上げる。
肉盛りしたいならプール(溶融池)の真ん中でアークを出す。結果、溶接スピードは遅くなる。
炭酸ガス溶接はワイヤーがどんどんでてくるのでアークはワイヤーが溶けた所に飛び、母材に熱が入りにくくなって、結果的に母材は溶けない。溶け込み不良にならないようにするには、プール(溶融池)の先頭(進行方向の先)にアークが飛ぶようにどんどん先に進む。プール(溶融池)の中心にアークを飛ばしても短絡移行程度の低い電流だと母材が溶けていない。
下図は、移動しないで同じところにアークを出すとどうなるかのイメージだ。ワイヤの上にアークが飛んでワイヤが乗る(電流が高いとこんなことはないし、150A程度でも見た目はここまでひどくはない。溶込み不良になることを強調してみた。ワイヤはどんどん供給されるので母材は溶けない)。
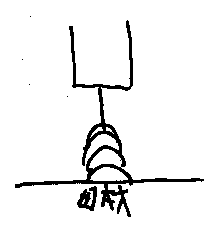
短絡移行程度の電流では、溶接スピードが遅いと溶込み不良になる。岡山では座布団(ざぶとんって若い人は知らない?。今ならマット?)をひくと言います。「座布団ばっか置いて沸いとらんが」と。訳すと「母材を溶かしていない」。
母材をブラシに例えるとこんな感じ。ビードが歯磨き粉?を置いた感じと同じ様子。
SN-2VやSA-2V(立向き)、SN-2H(横向き)、SA-2Hは9mm厚でなおかつ短絡移行でする。これはたれないためだがこの板厚で短絡移行程度の電流だと母材が溶けないことがあるので注意が必要だ。SA-2F(下向き)の場合たれる心配がないのでなるべく電流を上げておけば曲げ試験で割れることはない。
短絡移行(1.2ワイヤでだいたい180A以下)は2つの状態がある。
- ワイヤーが母材が当たっているとき
- ワイヤーと母材間にアークが出ているとき
電圧を高めにすると電流が低くてもグロビュール移行のように見える。
グロビュール移行は、電流が高いためにワイヤーが母材に当たる前に溶滴になるが、
短絡移行(ショートアーク)の範囲の電流(だいたい200A以下)で電圧を上げるということはアークが飛びやすいので遠くまでアークが飛ぶ。ということはワイヤー先端だけでなワイヤー横からもアークが飛びやすくなるのでビードは広くなる。溶けこみの深さはかえって少なくなる。
電流=熱量、溶ける量が増える。なので広く熱するので深くはならない。
以前は、電流と電圧の調整が難しかったが溶接機に一元があれば簡単だ。一元とは電流(熱量)を変更すると適切な電圧に調整してくれる。さらに、電圧のメモリを真ん中にしておくと機械が調整した電圧値だが、+側やー側に回すこともできる。だいたい、2,3目盛り動かすと変化が体感できる。
電圧の調整の目安は、
電圧が高い場合は、溶滴が大きくなる。
電圧が低い場合は、ワイヤで母材をツツク感じがある。