何かの拍子で、AP100のパソコンの設定を変えたのか?。ベンターからAP100に入っている曲げのデータを取れなくなったためAP100のパソコンと各機械と通信を調べてみた。(AP100だけ調べた) 調査内容 AP100を入 … “AP100を入れているコンピュータ名は「AP100」とするのが標準みたいだ” の 続きを読む
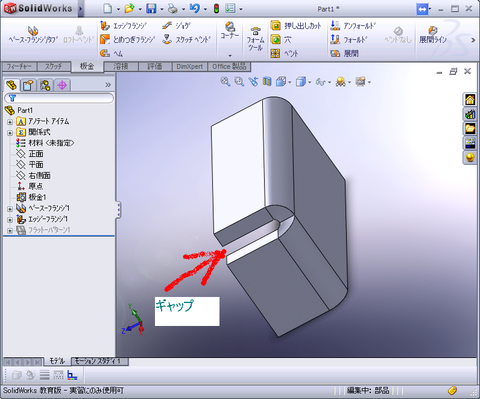
何かの拍子で、AP100のパソコンの設定を変えたのか?。
調査内容
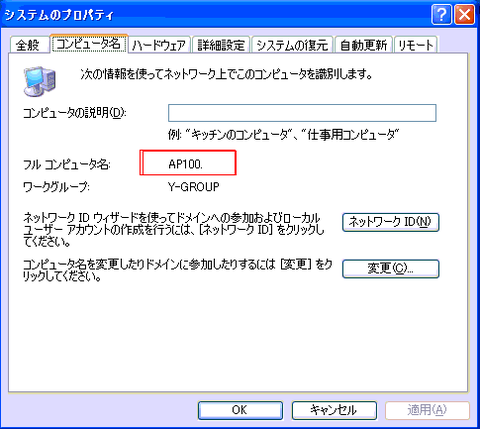
AP100を入れているコンピュータ名は「AP100」とするのが標準みたいだ。というかアマダさんの設定。
この名前(コンピュータ名)は、同じネットワーク内のコンピュータならAP100で探すことができる。
pingコマンドはTCP/IPというプロトコル(規格)で通信できるかどうかをチェックするコマンドだ。
以下はアクセサリーのコマンドプロンプトを開いてping ap100エンターキー。
Microsoft Windows XP [Version 5.1.2600]
C:ap11>ping ap100
Pinging AP100 [172.18.55.225] with 32 bytes of data:
Reply from 172.18.55.225: bytes=32 time<1ms TTL=128
Ping statistics for 172.18.55.225:
C:ap11>
pingはap100というコンピュータ名を指定しているがIPアドレス( 172.18.55.225 )に変換している。
つまり、AP100という名前を使って通信できるのだ (IPアドレスは同じネットワークなら何でもいい 。同じネットワークならコンピュータ名からIPアドレスを見つけることができる。
でたらめな「abc」でpingしてみるとエラーになる。つまり、abcというコンピュータ名は無いということだ。
C:ap11> ping abc
さて、
同じネットワークとは簡単に言えばIPアドレスの先頭部分が同じコンピュータをいう。以下のIPアドレスになっているコンピュータは同じネットワークだ。
192.168.5.15 ネットマスクが255.255.255.0
192.168.5.105 ネットマスクが255.255.255.0
192.168.5.1 ネットマスクが255.255.255.0
192.168.5.250 ネットマスクが255.255.255.0
192.168.5.140 ネットマスクが255.255.255.0
192.168.5.201 ネットマスクが255.255.255.0
つまり、左から点(ドット)3つまでは同じ192.168.5だ。
何で左から点3つまでかというとネットマスクの255の部分が3つあるからだ。0の部分は何でもいいのだ。
以下は、違うネットワークだ。
192.168.3.150 ネットマスクが255.255.255.0
192.168.1.145 ネットマスクが255.255.255.0
192.168.55.1 ネットマスクが255.255.255.0
192.168.33.250 ネットマスクが255.255.255.0
192.168.63.140 ネットマスクが255.255.255.0
192.168.200.201 ネットマスクが255.255.255.0
左から点3つまでが違う。
AP100が入っているパソコンの画面の右下にはSDDサービスとSQL Serverサービスが自動的に動いている。
SDD(Sheet Metal Digital on Demand)はベンダーやタレパン、レーザーと通信するためアプリだ。
SDDは、外部からの問いかけに答えなければならない。
外部とはベンダーやタレパン、レーザーから「NCデータを見せろ!」って問われるとAP100のパソコン内で動いているSDDアプリケーションが答えるのだ。
AP100のSDDアプリケーションはネットワークカードからデータを受け取るのだが、このネットワークはWindowsが管理している。
ネットワークカードからのデータがSDDアプリケーションに来ないことには話にならない。
Widnowsのファイアウォールに限らず、多くのファイアウォールは以下の仕組みだ。
・内部のアプリケーションが外部と通信する場合は許可する。
・外部のアプリケーションが内部のアプリケーションへ通信する場合は許可しない。
内部のアプリケーションとは、AP100のパソコンのアプリケーションだ。
外部のアプリケーションとは、インターネットなど世界で動いているプログラムだ。
ベンダーやタレパンにもWidnowsが入っており(これが外部)、このアプリケーションがAP100のアプリケーション(内部)と通信しようとして失敗している。
内部、外部どちらから接続しようと一度、接続してしまえば電話回線のようにどっちからでもデータを送ることができる。
ところで、データ自体はデータベース(SQL Server)に入っている。このデータベースのデータをSDDが呼び出している。
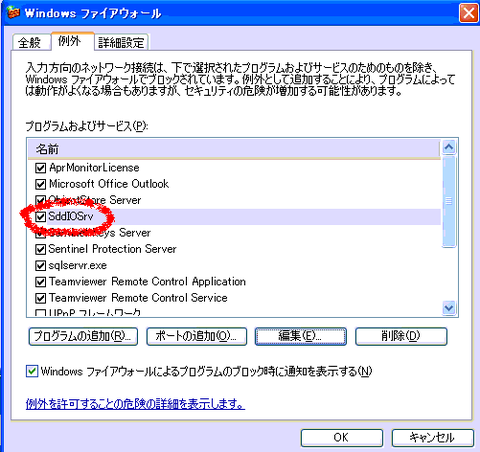
SddInOutSrvというアプリケーション(サービス)も動いている。
このサービス=アプリケーションが外部からの接続に答える必要がある。
こがWindowsのファイアウォールの例外に入っていなかった。
Windowsファイアウォールとは、とにかく外部からの接続要求は無視するというもだ。
これを例外にしてしまえば外部からの接続要求に答えることになり、通信ができるようになる。
追加したら、ベンダーからこのAP100のパソコンに接続できるようになった。