
SS400(軟鋼)を長さ150cm、幅2.5cm。板厚9mm。30度の開先加工棒を帯ノコで切った。
ほぼ上向きでTIG溶接。
(パイプ/C-2Pの水平のスタートの練習なので)
C-2OのCはコンビネーションの意味。2は中板9mm厚。OはOverhead上向き。
一層目の溶接はTIG(アルゴン溶接)です。以降は、手棒(被覆アーク溶接、B-17やLB-47)。
TIGと被覆を使うから、コンビネーションという。
ここではTIGの練習の話。
(2022/08/26追記、これで適当な板2枚で開先無しでも両手の練習ができる。棒の練習にオススメ)
ノズルは開先加工の面に当たるように小さめ。No5。ローリングというよりコネルだけ。
開先加工面に当てているので電極は安定している。
問題は左手で溶接棒を持つ方。
Φ2.4。
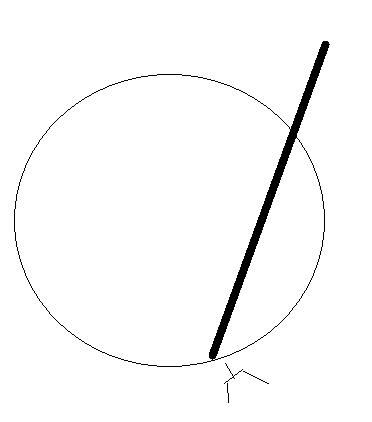
下図のように、パイプが目的なので若干の角度をつけている。パイプでは、ノズルはNo6とNo5より大きめでも開先加工面に当てることができる。ステンレスSUS304のようにバックシールドはしません(必要ありません)。JIS検定試験でも同様にバックシールドはしません。
下の写真の角度は、パイプの下側をイメージしてます。
(こっちの方が難しかったりする。棒の入れ方の問題で。文末参照)

いろいろな条件を試してみたが150A。ボタンを押した状態で50A以下、限りなくゼロでもいい。
クレータありで反復にしている。トーチを母材から離さないとアークは止まらない。
初期電流は20A。初期電流は溶接位置をホタルの光でスタート位置を確定す
るだけなので電流値は適当。
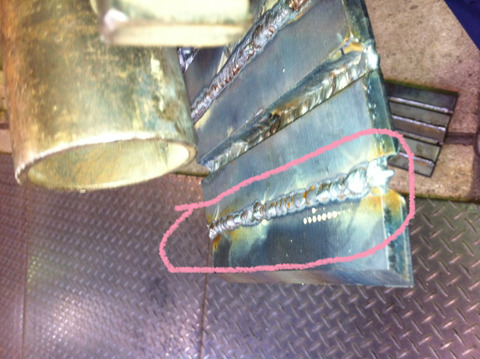
下図は、下から上に撮った。つまり、表側。

下図は裏波。
へたに電流を下げるとプールが垂れ下がって電極がすぐに汚れる。
電極はあまりださないようにしないと電極が汚れやすい。しかし、電極が出てないと母材がなかなか溶けない。
これを解決するために150A~160A程度にして一挙に溶かして、冷やす(スイッチを押しっぱなし)。
ボタンを押したまま(0?~50A)態勢を整え、ボタンを離して(150A)一挙に1・2cmビードを置く。
このため裏波のビード幅は広くなったり狭くなったりしている。
ベベル角度30度の開先加工をしているので開先部分は板厚が徐々に厚くなるような形状になっている。
裏波を出すのは開先加工のとがった部分だから早く溶ける。
150Aぐらい高いと開先先端の板厚が薄くなっているところが溶けやすくなるので早めにビードを置く。
これをゆっくりしていると板厚が厚い部分まで溶ける。ここは開先先端より手前なのでここが垂れて下がると裏波どころではない。もう一度、電極の先頭が開先先端あたりに置く。手前に電極を置くと裏波どころではない。
ここの表現は難しく、なかなか伝わりにくいのでさらに、もう一度。
150A以下だと電極の先端を母材の開先の先端に近づけないと開先先頭が溶けない。両端の先を溶かさないといけないので両方に電極を振る動作が必要になる。まごまごしているとプールが垂れて裏波どころではない。最近書いたのはこっち。
150A以上だとそんなに開先先頭に近づけなくてもすぐに溶けるし、どんどん先に進めるので結果的に熱が入りすぎることもない。溶ける速度に対して両手が対応できないなら125Aくらいにするといい。 (C-2Fの下向きやC-2Vの立向き、C-2Hの横向きなら130A程度で母材の開先先端に電極を向けて、つまり軽いウィービングで進むと母材が溶けやすい。C-2Oの上向きだとそうはいかない。溶かすだけじゃなく裏波が上に凸の状態で冷やすこと、同じ位置で沸かすとプールが垂れてくるとどうしようもない。ボタンを押しっぱで冷やすこと。)
溶加棒はΦ2.4。
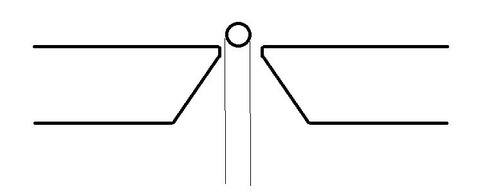
ルート間隔は、ルート面をとらないなら2.5mm程度。ルート面を1mmくらいとるならルート間隔は3mm以上はほしい。
ルート面なしで3mm以上ならもっといい。基本ルート面いらん。
先端が溶けた溶接棒でもルート間隔に軽々入るくらいがいい。
コツとしては 、溶加棒をどんどん入れてルート間を埋めたらドンドン進む感じ。ただし、プールで溶加棒を溶かすにが基本。アークはプールの中心を狙う。溶加棒を狙わない。離す。
ダメならボタンを押して休む。
ボタン押して休む!!!!!!!!!!!!!!!!!!!!!!。
じゃなくて、体制を整えるのかな。いつまでも沸かすと裏波が凹むで!!
ホントは一定間隔でボタンを押すといい。なれればというはなしだが、ウィービング2回で一回ボタンを押しっぱ。
押しっぱが短いとなめらかなビードになる。
ステンレスのt3.0と違い。どんどん溶接棒を入れないと凸にはならない。ステンレスの2・3倍以上くらい突っ込むかな。
(この感じは炭酸ガスアーク溶接と似ているが、溶加棒を入れないで母材を完全に溶かすことができるのがTIG溶接のいいところ)
これは実際のパイプブラジルのBrazilWeldsさん
追記 2012/12/06木曜日
150Aは調子が悪いと忙し過ぎてできない。
(ボタンを押し続ければいいのだが)
130A、クレータ30A、ダウンスロープなし、溶接棒Φ2.4、ノズル番号5だとゆっくりできる。
ポイントは、ノズル番号。
ノズル番号を小さくすると径が小さくなるので開先の中に入り込むことができる。
ルート面だから滑りやすいし。
(ということはルート面の肩をすっておいたほうがええな。)
突き出し長さは、ノズルと同じ。だから汚れることも少ない。
棒は裏から入れれるといいのだが、表側からでも溶融池に押しこむことで裏が凹むことはない。
押しこむことがポイント。
ほぼ下向きと同じような扱いだが、プールに溶接棒を押し付ける所が違う。
右手でこねなくてもいい。ボタンを押しながら少しずつ進む。ポイントは、左手の棒の送り、これどんどん送れて、安定しないことには電極の研磨ばかりすることになる。
できればすき間を開けて棒が裏側の方で待っている感じ。
上下逆ではありません。
パイプなら
考え方は同じ。
下にたれないように置くということ。
温めすぎると垂れるので
せっかく裏波を出すように裏側から棒を入れているので
早く冷やして裏波の凸のままにする。
少しうるさいが、
ミドル(中間)と呼ばれるパルスを使う方法もある。
100Hz以上で
ベースを100A、パルス電流を200A にすると平均で150A
一般的には、高めに出るので
ベースは80Aにして平均で140Aだが、150A以上に感じる。
200Aという瞬間があるのでアークが集中する。
アーク長が長くても比較的ねらった方向に集中する感じがある。
やってるの?と聞かれると、検定関係でパルスは使わない。
令和5年5月31日追加
溶接棒の送りとスイッチの練習ができてれば細かな電流のこといわなくてもできる。