
すみ肉溶接は、横から見ると
きれいな三角形で、表面は平らなのが見た目がいい。
手棒の場合は、フラックスでビード(溶けた金属が固まったとこ)を抑えられる
半自動溶接の場合で、ソリッドワイヤを使っているとフラックスが無い分。
ビードがメチャクチャになりやすい。
特に200A以上だと熱が入りすぎ三角形がダレる。
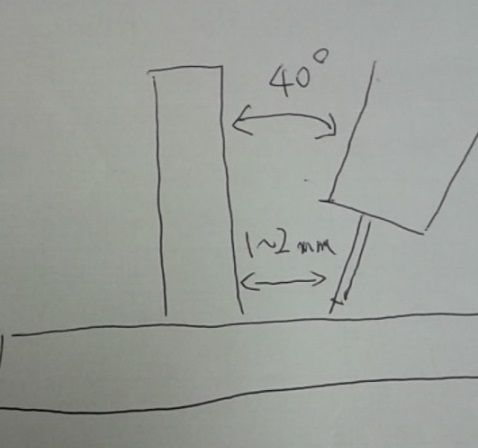
以下のように若干下向きで下側の板を狙うようにすると三角形になる。
立ての板の方が簡単に溶けるので狙いは下側の板。何でかはここ。
下の方を沸かすのと
湯だまりで盛り上げる感じ。
短絡移行な150A以下で使うと立ての板があまり溶けません。
Φ1.2ワイヤで130A程度でゆっくりやるなら見た目はキレイにできる。のだが、ここは200A以上で。
電流を上げるとは、縦の方の板が溶けやすいということ。だから、下側を狙う。
(ここには「ワイヤの線ぐせ」という記事がある。記事の中でスタート時は下側、だんだん隅/コーナー部を狙うとあるが同感。だんだん温まるからね。「ワイヤの線ぐせ」ってこちの「4.溶接線とワイヤの線ぐせ方向が直交している」)
1層がほとんどだが
2層おくなら、
2層目の1パス目(下側)を置いた状態で
見た目はかなりの平たいビードで2層目2パス目を上に置くときれいな三角形になる。
300A。30V。下側を狙って。角度は、上の絵は40度としているが50度くらい。
たれないようにアークで押す感じ。
でも、
狙いは下の板。
隅より手前を狙い。少し前後にしながら狙っている位置を確認している。
長さは200mm。55秒で終えている。溶接スピードは約200mm/分
脚長は底面が6-7、縦面が8。
縦側の方が高くなった。
後退法。引く。引き角。
進行方向へのねかしぐあいは直角よりねていればいい。進行方向にかなりねかせても問題ない。
ビデオのように
ウィービングは、進行方向に前後。ワイヤの勢いで立面に溶着金属を上げるっていう感じ。
進行方向に直角にウィービングするといけません。立面から下に下げた時にアンダーカットがでる。やるなら、下げはゆっくり。
これは横向き溶接で、進行方向に直角にウィービングするとアンダーカットができるのと同じ。
ワイヤはSE-50T 1.2mm。 薄板用なんで、少し柔らかいかな。
SE-50だと固めなのでダレません。
SE-50なら絵のような角度40°でいい。 このくらいになるとDW-100とかフラックス入の出番ですね。
フラックス入りワイヤでこんなんがあります。8脚です。
参考1 下の方に2つの電極ではさんで湯だまりを作る。一つで人がやるのも湯だまりつくる。
参考2
一元なら
300Aで電圧を3ほど(30度)下げるとビードが膨れた感じになり、アンダーカットもない。
300Aとなると
遮光ガラスは、12番ないと私は眩しい。
若い頃は13番を良く使っていた(今は真っ暗)。年齢や人それぞれ。
最後にいろいろ。
半自動溶接。っていうぐらい半自動(アーク長はメカ/機械が、電圧で決まる)なのは電圧も意識します。半自動溶接しか電圧の設定はありません。電圧は電気の圧力、飛ぶ勢いです。電流の、流れが多いとよく溶けるから勢いがあるのとは違います。電圧の設定=アーク長さ。電圧を上げると広くアークが飛びます。
- 電流を上げると溶着金属の量が増える。電流はTIG、手棒でも同じです。
- 電圧を上げるとフラットになる。
- 電圧を上げるとアンダーカットになりやすい。反対に、電圧を下げるとオーバーラップになりやすい。。
- 壁側のアンダーカットは電流を下げるか、電圧の上げすぎ。
ワイヤで違うと思うが、
きっと
同じワイヤでしょうね。
電流値で熱の入りようとか、
どなたかお願いたします。
質問なのですが溶接した後の溶接肌を見てみるとすごく荒い時や何もしていないのにツヤツヤな時があるのですがこの違いはどういう時に起こるものなのかわかりますか?
なるほどですね。うちの工場では溶接する者4人いますが、
自分でも、まだ6年で1番長く経験がかなり浅い会社で熟練がいなく周りの会社も経験不足だと思います。
ない知恵を使って話しあったりネットなどで勉強です。
またまた予想ですが、
人がする溶接なら溶接スピードって200mmでだいたい1分。ぐらいかと思います。
機械の半分にもならないと思います。
機械のスピードが40cm/分なら
人がするなら20cm/分。
溶接電流も半分以下になると思います。
そのSMワイヤで間違いないとおもいます。機械でやってた時は電流380?400くらい電圧35?40前後で脚長によってスピード調整してました。狙いは下側でしたね。手溶接ではやりにくいと警戒してたワイヤだったんですが
初めて手溶接で使ってます。基本後進でしてますが、カットがあんまりひどく前進でやったり電気の調整やったりでした。唯一、脚長にうるさいらしく上の狙い位置だけはかえませんでしたね。手溶接では280?330くらいで電圧はビードは広がりますが、カット警戒で上げすぎはなかったと思います。上を狙っても許容内のカットもあれば、深いカットもありで。うちの工場は8割りフラックスでソリッドは2割りくらいですね。0.9のソリッドが多いですかね
以前17脚1.2MG50のソリッドには苦戦した記憶あります
はい。
ご検討を祈ります。
また、
当方は、1.4はつかってないのですが、
設定の電流を教えて下さい。
日鐵住金溶接工業のSMでしょうか、神戸製鋼のMX相当かな。
すみ肉溶接専用かと思います。
自動なら手とは違った条件。高速、高電流となると思いますが、
あと、
人がやるなら後退法ですね。盛りやすいし。
引くやつです。特に、立てかけた板にすき間があると反対側から空気が入る場合はなおさらです。
SA-2Fでも裏当て金と開先のすき間ができるのですが、引きで200A以上にすれば曲げ試験しても大丈夫。
1.4のフラックスワイヤですね。いつもは1.4のSFか1.2のDWを手溶接で使い、ロング溶接の時に機械でSMワイヤを使ってます工場では。溶接中はドロっとした感じで盛れるワイヤぽいです。縦向き登りには多分不向きだと思います。8脚くらいなら、多層盛りしなくてもSMなら一発で楽だからいうことで手溶接で使ってますが脚長は確かに一発でOKなんですがカットで手直しだらけですね。脚長不足が怖くて上よりを狙うことが多いです。また来週から、その仕事が入るので下より狙ってみます。
1.4mmのワイヤ?ですか。
フラックス入りですよね。
SM
すみ肉用のワイヤでしょうか?
私は経験ないです。
ですので予想ですが。
アンダーカットは、効率が下がるが電流を下げるのが一番でしょうが。
この絵で描いているように、
立ってる板を狙わない。ような角度、狙い位置です。
直接アークを飛ばさない。という感じです。
でも脚長が大きいのでウィービングしますよね。ウィービングの工夫でしょうか。
前後のウィービングとか。
電流が高いとあまりウィービングしませんが、
電圧を低めにすると凸なビードになりやすいのでアンダーカットの防止にもなる。
板厚と電流がわかりませんが、
隅肉って180A程度てウィービング。
脚長8とかでワンパスなら
300Aで電圧低めとか。
230A以下ならアンダーカットはでないのではないでしょうか?
ソリッドワイヤはビードがよく見えるので熱でダレているかどうかわかるのですが。
こんばんは、すみ肉溶接で7?8脚で一発で盛ってますがアンダーカットで苦戦してます。2そう盛りなら問題ないんですが。電気の強弱やトーチ角度なども色々試してますが なかなかうまくいきません。半自動の1.4の赤っぽいフラックスワイヤーですSMです。深くならないカット防止のコツありますか?