
1.アークが集中しない。分散するから電流を上げて溶けやすくする。
2.両方の板の溶かす所が違う。電流が低いままだと溶けやすい方の板だけが溶けて穴
ここでは、
1.の「アークが集中しない」を解説?語る。
電流と電圧。どちらも電があるんでややこしい。
「流」と「圧」だけに集中。
。。。
電気は、流れやすい所を流れる。
電流が高いと電圧も比例して高いのが普通だ。
電圧が高いと飛びやすい。
圧とは圧力、電気のアツだから溶接ならアークが飛びやすいかどうかだ。
一方、
電流の流とは流量、電気の量だかから溶接の話だから熱だ。鉄が溶け量だ。
ちなみに電圧調節は半自動/炭酸ガスアー炭酸ガス溶接にしかない。炭酸ガスアーク溶接のアーク長は電圧ツマミで決まる。手棒、TIGは電流調節しかない。手棒、TIGの電圧はアーク長/人の手で決まる。TIGや手棒の機械は、アークが長くなると電圧が上がる/アークが切れないようなにする仕組みがある。さらに、電圧が高くなっても電流は大きく変わらない特性を持たせている(垂下特性図1のa,bのこと)。
アークも電気だから同じだ。

電極を角部に近づけることだ。
電極を近づけるのがTIGの基本。
これができればいいのだが。。。
(炭酸ガスアーク溶接ならワイヤが近くまで行くので簡単ですよね。)
電流が高いと熱が上がり、溶ける量も増える。
それと、壁面がよく溶けて(溶接棒の代わりなる)結果的に隅が溶ける。溶けてスミが溶けやすくなる。
電流を高めにする方法はある。パルスを使うのだ、周波数は高く100Hz以上。高い方が集中する。
パルスの高低差を大きくする。通常、60Aでの溶接をパルスなら5Aと115Aにする。
(5+115)/2=60
3mm板厚程度で115Aは相当の勢いだ。
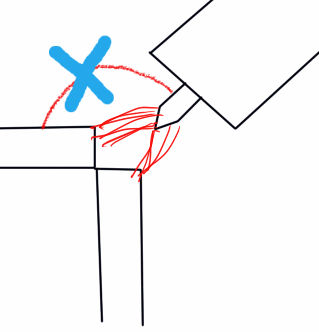
これは、一定の電流より一時的に電流が上がる=電圧が上がるため勢いが増すタイミングがあり、
隅肉のコーナーへ、青いXの図のようなタイミングがXではなく本当にある。
さて、
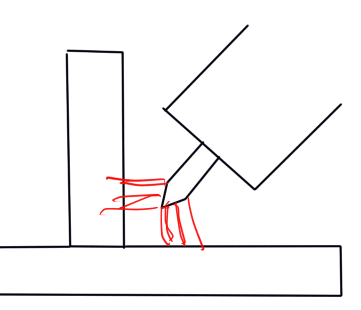
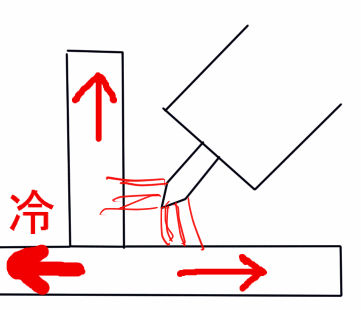
もともと、隅肉は溶けにくい所がある。
すみ肉の下の板は1枚板で大きく、溶接の裏側から冷やされるため電流(熱)を上げる必要がある。
下図は、下の板は熱が逃げる方向が2つ。立てている板の方は熱が逃げる方向が1つ。
特に、溶接している裏側は冷え冷えですよね。
だから、
下側の板は中にアークを飛ばしているので溶けにくく、立っている板の端なので溶けやすい。
よって、
下図の場合は下側の板の方を狙う。というか下の板の方に電極を近づける。
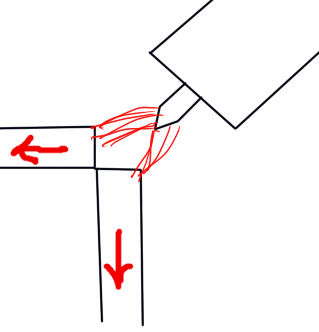
溶接ができると
熱の逃げ方が変わる。
隅肉にビードがひければ、つながっているので熱の逃げ方が変わる。
少々の狙い位置が立て板の方にいっても穴は空きにくい。
————————————————————————-
電極に近い所は常に母材の角、溶かしたい所が近いので簡単!!。
(アークが飛ぶ所が角に集中するんだな。すみ肉はどうしても分散、バラバラなんだな)
何となく溶接して、狙わなくても角部分が溶ける。
(高度な技術がいらない)
電流を下げると、ゆっくり溶けるのでなおさら簡単。
電極からの距離が近いためだ。
もし、電極が離れていたり、狙いが悪くても、やはり電極に最も近いのは「母材の角」。
近い所にアークは飛ぶから狙いが悪く(つまり、ヘタ)ても大丈夫。
素人でもできるというわけだ。
角溶接ならうまくいくという誰かさん。
狙いがあまくありませんか?
ホント、角溶接は簡単だわ。
どちらの板も同じように熱を逃がす。ので、両方の板が均一に溶けやすい=簡単。
アークが集中しやすい=熱が集中
という観点から
同じ材質、板厚で、
接合形式によって
電流値は、
以下のことが言えます。
右ほど電流を高くする。右ほどアークが分散する。
言い方を変えると、
左の方が電流を低くできる。左の方がアークが集中する。
例えば、
角溶接で40Aだったら、突合せ溶接で60A、すみ肉溶接で80A。
だから、
どれかある板厚の溶接をしておけば他の接合でも、同じ板厚なら電流値はだいたい想像できる。
なお、
TIGの場合は、熱が集中できるように極端に接近できるなら、上の差は縮まる。
さて、
ワイヤーが出てくる炭酸ガスアーク溶接の場合は、どうなんでしょう。
すみ肉の角部にワイヤーが当たるような短絡移行(ここの1分くらい。母材に当たってからアークが出る)なら
いったん、当たるんだからTIGとは話が違う。
ワイヤーが送られて角部に入ってくるで距離は縮まるし、溶融池(プール)にアークは飛びやすい。