
展開したときに、なるべく直線的になっていないとタレットパンチプレスで抜けない。
1.6mm以下の薄い板を加工するならSolidworksの時点で直線になるようにする。
曲げ部分のノッチや穴あけ(割れ止めのため)加工しなくてすむように以下の方法があるということです。
結構細かいことに気をつけなといけないような気がしますが、以下のような図になってたらokだ。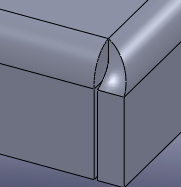
この展開図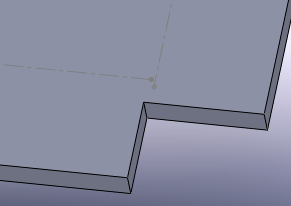
下図はだめ。見たらするわかるわな。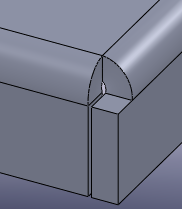
展開図。直角な部分がこんなことになる。厚板ならだいたいこの大きさで丸パンチだ。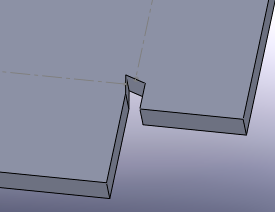
板金の閉じるコーナーを使う場合は、コーナータイプに真ん中の「重複」か一番右の「重複なし」を選ぶこと。
下図のコメントは訂正だ。
”ベンド領域を開く(O)”はチェックしない。
どちらのフランジを片引きするかは2つある面の選び方で決まる。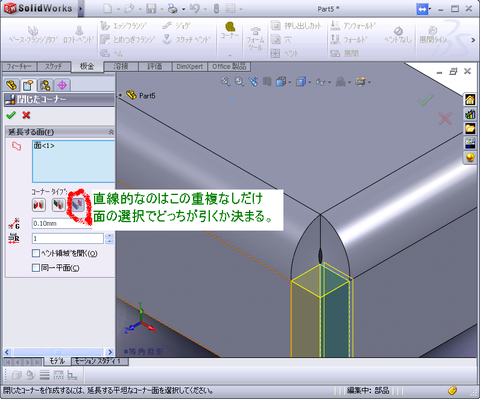
板厚によっては、Gのギャップを大きくしないといけないことがある(メッセージにギャップを増やすことを勧められる)。できるまで0.01単位で増やしてみよう。
レーザー加工機ならある程度複雑な形状があってもいいが、実際には丸く開ける。
簡単に作りたいなら展開図面は直線的な方がいい。
別の手段として、エッジフランジを別々に作る変わった方法もある。
次の2つ図は、エッジフランジを別々に作っている。
だから、閉じたコーナーが使えない。
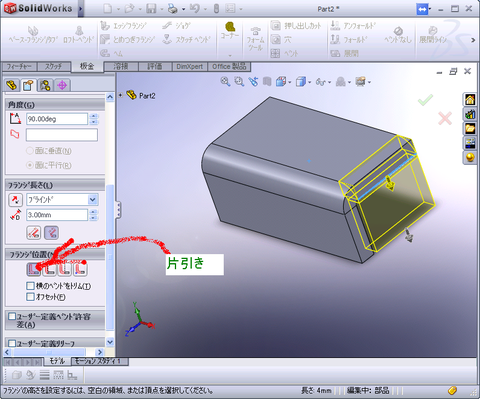
片方のエッジフランジを編集してフランジの位置を変更することで片引き、両引きにできる。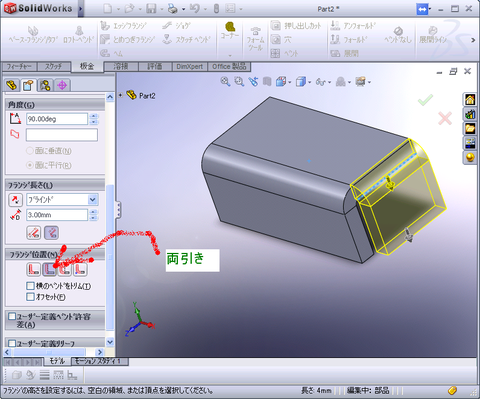
片引き
あとで作ったエッジフランジだけこのようなことができる。
って、別々にフランジを作った場合は閉じたコーナーが使えないからこの方法だ。
ところで、
その後、Solidworksの展開状態で直線的な抜きをしようと努力する必要はない。
なぜなら、AP100で簡単に修正できる。
さらに、Solidworksで直線的であってもSheetWorksの展開図も直線的でないことが多い。