
MはMAGかMIGのMでしょう。
SA-2F(3層盛)のステンレス版。溶接協会の資格一覧の下にある。試験片はステンレスSUS304なので高いから?熱伝導性が悪いので大きくしても意味がない からか幅100mm。SA-2Fは125mm。溶接する長さは同じ200mm。
JIS検定で裏当て金ありは結構簡単です。
注意点は、逆ひずみを5度ほどとること。逆歪がゼロだと角変形で落ちる。ビードが太くなりすぎたら6-7度くらい歪みます。ルートギャップ/RG/ルート間隔が狭いと歪みは少なくなる。TN-FもそいだがステンレスSUS304はネバイので曲げ試験には めっぽう強いので曲げで割れない。だから、 歪み/角変形にご注意。
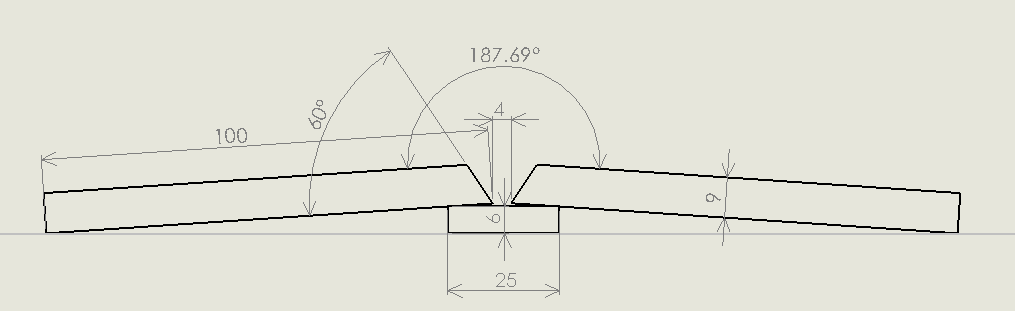
下図はSolidWorksで試験片の寸法で描いてみた。試験片を仮付け溶接する時の逆歪の例です。裏当て金分で逆歪を取れば187.69となっているので、だいたい7-8度の逆歪みがとれる。溶接歪みがプラス7度になっても0度、ほぼ真っ直ぐ。
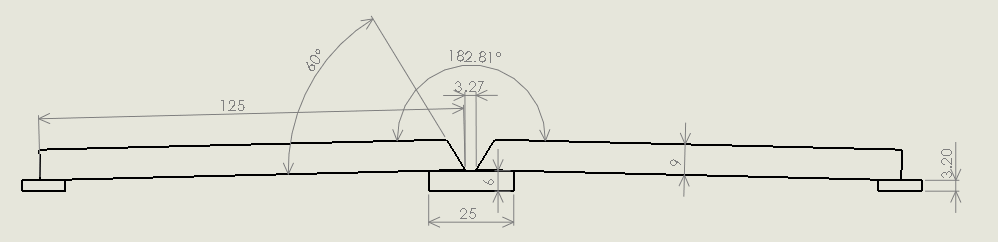
SA-2Fだと逆歪は、t3.2の板を両側に置いて仮付けする。逆歪は3度程度。ルートギャップが3mくらいだと溶接の歪みは1-2度なのでマイナス3度程度の逆歪があれば溶接で戻りきらないくらいだから、間違いなく5度以内におさまる。実は、SA-2Fでは、両端のt3.2を6mmにしてぼぼ真っ直ぐに仮付けしても歪みは5度以内なので逆歪みはいらないくらいだ。歪みの要注意はSUS304です。
もう一つ注意点があるとすれば、 ステンレスのフラックス入りワイヤー /DW-308 Φ1.2を使うので フラックスの巻き込み に注意かな。 まあ 電流を200以上240とか 高くしとけば フラックスは 表面まで浮いてくる。
ガスは炭酸ガス、溶接ワイヤDW-308Φ1.2。ルートギャップRGは4-5mm。ルートフェイスRFゼロ。1層目240A32V後進/引きストレート、2層目240A32V後退/引き細かいウィービング。3層目/最終層220A30V後退/引きウィービング。引きなのでビードの高さを見ながらする。開先加工の肩から1mm低くする。最終層は200A29V。突き出し長さが長くなると200A以下になるので突き出し長さ20mm以内。電圧も書いてますが、「一元」の設定でいいです。動画では3層だが4層になる人は、一層が薄いのでスラグの巻き込み、スピードも早い(プールの先頭にアーク)ので溶け込み不良になることもないでしょう。この場合はどの層も20A低くしてもいい。層が増えるのは問題ありません。
最終層のウィービングは両端で止める。中心は早めに通過。開先加工の肩が残ってないとウィービングの止端(シタン/溶接用語です)が見えない。見にくい時は前進/押しでする。
SUS304は急冷しても何も問題はないので粒界腐食を避けるために水冷、濡れタオルで層ごとに冷やす。水につけてもいいぐらいだがJIS検定ではいらない。大抵は一層ごとに掃除を丁寧にして時間をおけば受かる。鉄は急冷禁止です。
200A以上なので溶接面の遮光番号は11番が普通です。60歳超えの私も11番です。若い人は12番がいいかもしれません。JIS規格の簡易閲覧20ページでは、11か12番です。個人差があります、年齢差ですね。例えば、100A以下が10番となってますが私の年齢では150A以下が10番です。炭酸ガスの立向きや横向きではたいて10番を使ってます。50歳のころは確か11番でした。もしかして、JIS規格の遮光番号は40-50歳以下の規格かも。