
Googleなんかで検索する時に複数の単語をスペースではさむが、このサイトの検索だと全角スペースも含めて検索されてしまう問題。
WordPressの検索もGoogleのように全角スペースも半角スペースでも同様に区切りとして認識させるには、WP Multibyte Patchを有効にする。
投稿者: 溶接板金CAD自動化研修所
うんうん
Excelで複数のセルを選択 F5 ね
CtrlとかShiftキーを押しながら操作するのだが、やり方がよくわかんなかったらF5が便利。
次図は、「b:f」と入れてOkボタンを押した状態。この程度の範囲ならマウスの方が早い。実際にはb:xfdくらい大きい時に使える。
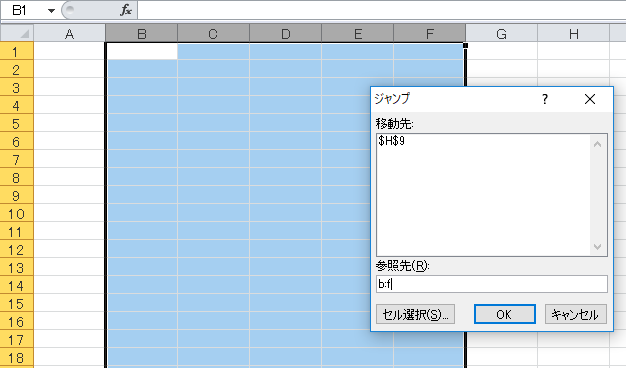
F5で「ジャンプ」。だけど、範囲も指定できる。
F5を覚える。
Ctrl+Shift+矢印というショットカットの手もある。
Ctrl:ジャンプ
Shift:範囲
って覚える。
一旦はセルを選ぶが、
Ctrl+Spaceで列の選択に
Shift+Spaceで行の選択に
変更できる。
Shift+SpaceかCtrl+Spaceは、どこか一つのセルを選択しているはずなので確認してから実行する。これはSpaceだけ覚える。ムキになるな。やる前に確認すればいい。
Ctrl,Shift,Fn,Altは特殊キー。それ単独では何も機能しない。
Ctrl+???は、Ctrlを先に押してなんかする。
Ctrl+CとCtrl+V、Ctrl+Xは有名。
経験がない方が採用しやすい
薄板突き合わせのウィービング
半自動の電流調節って適当でもいいか?
炭酸ガスアーク溶接の場合は、コンタクトチップから母材までが抵抗になる。
アークも抵抗だが。
突出し長さも抵抗だ。アーク長は電圧で決まるが突き出し長さはコントロールできる。
(コンタクトチップまでは、太い銅線だからほとんど抵抗は無い。)
突出し長さを変えることで溶接電流を調整できる。
電流の設定は高めにしておけば、突き出し長さを長く(見やすくなる)、電流を低くして使える。
(突き出し長さを10mm以下にすると電流は高くすることもできる。汚れるけど。)
多くの人は、突出し長さが長い=電流が下がる。
適正な突出し長さはある。100A-200A程度だと10ー15mm。300Aなるとアークの勢いにビビリ勝手に20mm以上になる。
「電流は?」って聞くと「100A」って返答。でも、デジタルな溶接機は、溶接終了時に設定電流では無く、最後の実際の電流値が見れる。100Aに設定していても多くの人は90Aくらいになっている。つまり、適正な突出し長さより長くする人が多い。だって、見やすもんね。連続にビードを引く場合は特に突出し長さが長めになる。
溶接競技会に出るような人は、『ノズルでワイヤが見えない!』ってことは無い。突出しているワイヤーが全部見えるくらいの位置に目をおき、さらに近眼で見ている。炭酸ガスアークは若者向き。
何が言いたかったかというと、新しい炭酸ガスアーク溶接機は、素晴らしい。突出し長さが適切でなくてもアークが安定するんだわ。スゲー時代。ほんとに簡単になった。昔は、ドラムを手で握って止めれるくらい送給装置が貧弱だった。炭酸ガスアークのケーブルは肩にかけてケーブルが曲がらんように溶接だ。今は、ケーブルをぐるぐる巻いていても大丈夫みたい。送給装置のローラが4個もあって強力になっているのだ。
高等学校の普通科
コンピュータからAndroidを操作する
私は、キーボードの操作の方が圧倒的に慣れている。
だから、以下の方法でキーボードを使っている。
1,パソコンにApowerMirror、TeamViewer QuickSupport
2,bluetoothキーボード
2がなければ1。
いずれAndroidは、PCの端末としても使えるくらいに高機能になるだろ。そのころは、携帯のキーボードだけを持つことになるかもしれん。