
裏波溶接、2(3)層目、最終層の順に因果
・裏波溶接・・・・・・・・・・・・
RG(ルートギャップ)と電流
裏波と電流
裏波とRG
裏波とスピード
裏波と角度
・2(3)層目・・・・・・・・・・・
(V溝にスラグが貯まるんだわ)
電流とスラグ
アーク長とスラグの先行
角度とスラグの先行
スピードとスラグの先行
・最終層 (3層目か4層目)・・・・・・・・・
(ここはスラグはたまらない)
電流と綺麗さ
スラグと綺麗さ
ウィービングの細かさと綺麗さ
スタート、終端の土手と綺麗さ
(終端処理はぐるぐる、一旦、終端までウィービングしてか15mm戻ってぐるぐる)。やる前に凹んでいる場合は先に埋める。終端の方は盛り上げとく。
投稿者: 溶接板金CAD自動化研修所
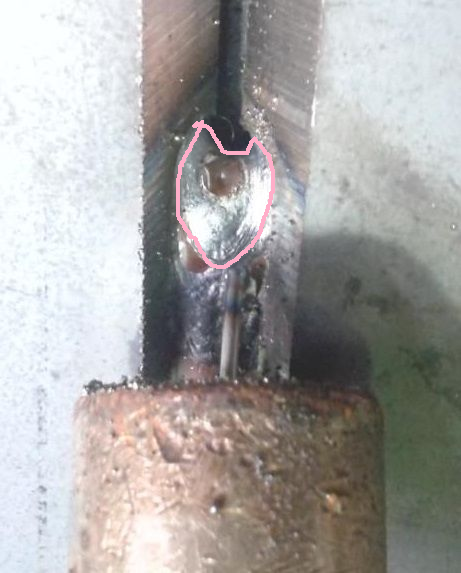
アーク光は白色、プールはオレンジ色。キーホールは?
アーク光が最も明るい
次にプール(溶融池)が明るい
母材は黒
キーホールは黒色かな。大きめの赤線は、穴/キーホールの形がわかるように大きめに引いた。

プール(溶融池)であったであろう形跡
遮光番号は、プール(溶融池)がクッキリ見える遮光番号にする。アーク光は見る必要ない。アーク光とプールとの区別がつく遮光番号にしましょう。
炭酸ガスアーク溶接は、100A以上は遮光番号11番がJIS標準です。200Aだと12番がいいでしょう。
被覆アークのビード継ぎ
被覆アーク溶接の溶接棒は通常350mm(検定や競技会のためなのか400や450もあるようだ)。溶接棒が無くなったら交換して、続きの溶接。ビード継ぎをすることになる。
ポイントは、以下だ。
1,アークを切るのは前腕の回転を使って素早く。クレータ(凹み)の状態で終える。
2,冷める前になるべく早く。自然な継ぎ手のために。立向きならスラグが下がっているので掃除なしの方がきれいだし、すばやいので温かい内にスタートできるためブローも入りにくい。下向きでスラグが気になっても赤いうちになら大丈夫。
3,クレータの先(これから溶接するところ)だいたい30mmくらいからアークを出して、アーク長を長めにしてクレータまで戻る。アークを出す前の時点で、クレータが赤いうちなら光を出しているので溶接棒の影のように見えるのでスタート位置がわかりやすい。
4,クレータを追い越すくらいの戻してから、スタート部分は若干ゆっくり、よく温めてやるとビードの継がなめらかになる。クレータを追い越さんないと凹みになるので、余計に戻していい。
N-2F 裏波溶接時に見るポイント
溶接スピードがポイントだ。
裏波溶接(一層目3.2mmLB-52U)で使う90A程度の電流では、芯線が溶けて母材に落ち、溶け落ちた芯線の上に盛っていく。母材にアークが飛ばない。早く進んで母材にアークを飛ばす程度のスピードがいる。
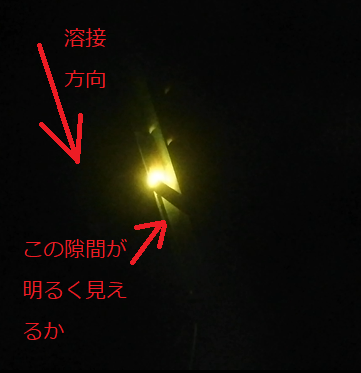
明るい所がアーク光、裏に溶融池(プール)がるが眩しくて見えん。
ポイントは、以下だ。
1,V溝に押し付ける。被覆筒をこわさん程度
2,溶接スピードは、プールが連続していて、未溶接部分のルートが明るく見える程度
未溶接部のルートが見えない場合は、早くする。スピードを早くするとは、母材にアークを飛ぶ。母材をよく溶かすことになる。
炭酸ガスアークで最終層の開先の肩が見えない
見えないとなれば遮光番号を下げる?。上げるのが正解。
炭酸ガスアーク/半自動だと被覆アークに比べて遮光番号を上げる。これは、スラグが無く比較的プールやアークが目立つためだ。
例えば、太陽を見ていてバックにあるはずの星は見えない。太陽の前を通過する飛行機も見えないはずだ。
溶接の中で最も光るものは、アーク光。
でも、アーク光を見る必要は無い。
見るべきはプールとその周辺。
ウィービングなどで動かすとアーク光の移動。
そのアーク光の近くの開先の肩。最終層だと肩といってもところどころ溶けている。
この肩は、太陽越しに見るのと同じ。遮光番号が下げていては眩しくて見えません。
眩しいアークの周辺が見えればいい。材料全体が見えないとか、どのあたりを溶接しているのか位置関係が分からないとか。それは必要ないでしょう。ウィービングで移動したタイミングで見える肩を目印にするだけです。(最終層前のビードと母材の高さの差が1mmもあれば見えます)
また、目の位置によってアーク光が見える大きさが変わる。一般的に高年齢者ほど遮光番号を低くしないと見えないことが多い。そうした、個人差もあるだろうが、角度や材料の位置、目の位置も個人差。アーク光が眩しいならノズルで見えない位置に目を動かす方法もある。これは、被覆アーク溶接でも同じだ。被覆筒の中をみるような姿勢だとアーク光で眩しくなる。
どしても見えないなら、被覆アーク溶接棒、捨て板を溶接線と平行に置く。ガイド用。
止端を狙う (溶接用語)
始端、終端はわかる。
止端。これもシタンと読む。
ここでは、ビード形状と強度の関係を説明している。
止端は、溶融金属と母材の切れ目だ。
実は、この止端は、何層もビードを置いた場合は、途中にもある。
だから、二層目、三層目があると、狙いはこの止端となる。
溶込み不良は、止端にでやすい。
特に炭酸ガスアーク溶接の場合は、しっかり狙いましょう。
カメラ機能と図のセル位置
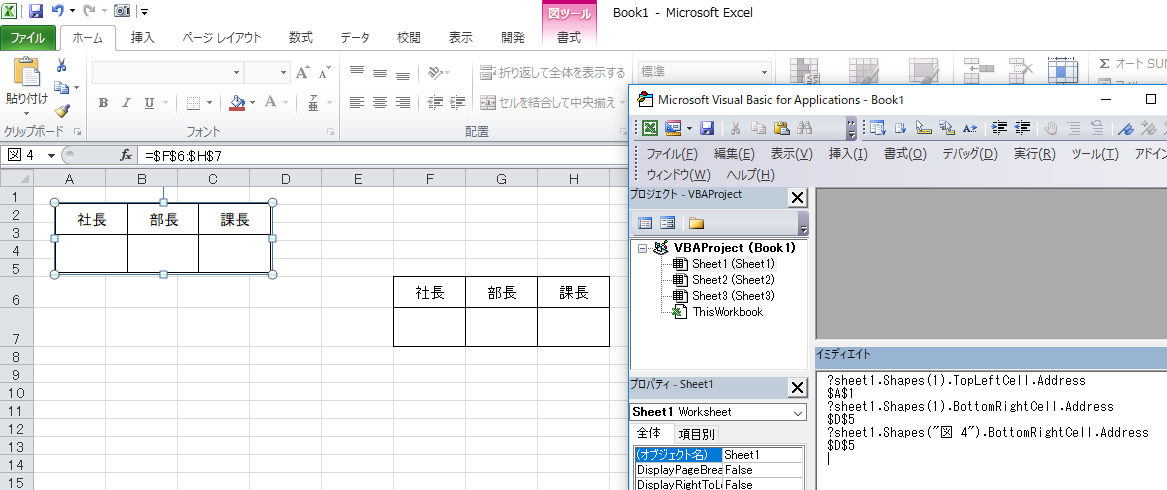
Excelのカメラ機能は特定のセルを選択してShape(図)を作る。
Shapeには、TopLeftCellとBottomRightCellのプロパティがある。
あ、TopLeftCellとBottomRightCellのプロパティってActiveXコントロールにもあったわ。