ベンダー機械の金型データを更新する方法です。
AP100が持っている金型データをネットワークを通して更新します。「保守」の「金型登録」の「金型更新」です。
ベンダーはアマダ社のFMBⅡ-3613NTです。ベンダー、曲げ機、プレスブレーキとも言う。
この同期というか設定はアマダさんに聞いてます。確認してからやって下さいね。
ソリッドワークス/SolidWorks、AP100、プログラム、TIG,CO2,手棒、板金

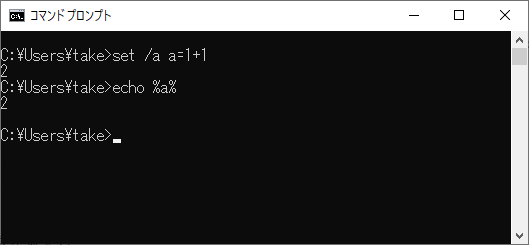
コマンドプロンプトだけでプログラムが書ける。Unix/Linuxの世界でシェルプログラムというが。Windowsでもシェルプログラムなんでしょうね。「Windows bash」で検索すると何とWindowsがLinuxみたいです。
ここでは、生のコマンドプロンプトでプログラムらしきことをします。条件文は使いません。
setで変数が見える。
コマンドにいきなりa=1+1は不可能。
set /aを使う
で、環境変数とは、最初からある変数です。Windowsが持っている変数。コマンドプロンプトで使える変数です。
dosこちらを参考

前回は手計算の展開寸法と0.01の誤差があった。
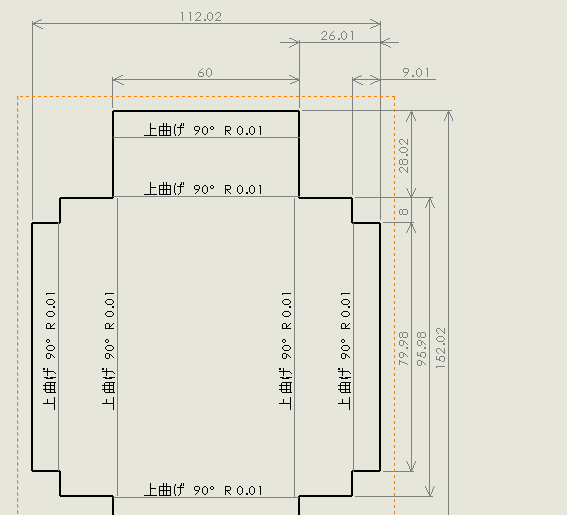
寸法は、デフォルトで小数点2桁まで表示する。0.01ではなく0.001の単位ですき間を開けることで計算式と同じ結果/表示にした。
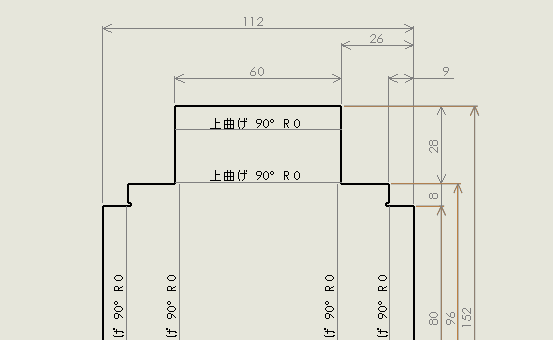
展開図の寸法112x152。切り欠き寸法は、26と28になった
英語で、
This part intersects itself after bend operations.
ソリッドワークス/Solidworksは、曲げ時にすき間ゼロをエラーにする。当たってないんだからいいじゃん!。許してくれません。この警告を無視して更にエッジフランジなんかを続けていくと真っ赤になる。
この例ではいろいろぶつかる。すき間ゼロでぶつかる。で0.01ですき間を開ける。
高さは板厚分高くしてしまったので22です。
展開寸法は、100+22+22+10+10-3両伸び*4曲げ箇所=164-12=162
60+22+22+10+10-3両伸び*4箇所=124-12=112
大きく切る方(片引き)は、22+10+2板厚-3両伸び*2箇所=34-6=28
小さく切る方は、22+10-3両伸び*2箇所=32-6=26
Solidworksで作った展開寸法、切り欠き寸法は0.01の差です。エラーにならないようにしたための誤差です。
FRBがやっちゃった。
米国債などを「無制限」に買って大量のお金が紙幣が流通する。日銀バズーカ。これで日本の景気に関係なく日経は上がった。これが世界的になるんか。
世界の基軸通貨の価値が下がるってどんなことに。世界の、日本のお金の価値は下がる。株、金なんか。投資の概念が変わったね(m(_ _)m Youtube)。
記録しておこう。令和2年4月20日の時点。
金。データはこちらの一番下。

TOPIX。YahooJapanファイナンスさんのここから。

WordPressでサイトを作ったら登録しないとGoogleの検索でヒットしない。「google search console サイトマップ」で検索する見つかります。
まずは、以下をクリックして自分のサイトを登録。
プラグインで「Google XML Sitemaps」を登録する。
設定-“XLM-Sitmap”で設定をクリックして、Google Search Consoleのサイトマップにsitemap.xmlだけを入力する。xmlを保存するパスは 設定-“XLM-Sitmap” の設定をクリックした時点で見える。日本語で、真ん中あたり。
あとは、一定の時間ごとにxlmファイルを更新する。設定-“XLM-Sitmap” にある。下の方。
