普段、溶接の「電流を180ぐらいで。。。」 と言うべきところを 「電圧を180ぐらいで。。。」 「180ボルトぐらいで。。。」 って言うことないでしょうか? 普段の生活では、電圧しか言わないからしかたない。 ところで、 … “電流っていう言葉は、あまり言わないな~ 電圧を上げるとビードが太くなる” の続きを読む
普段、溶接の「電流を180ぐらいで。。。」
と言うべきところを
「電圧を180ぐらいで。。。」
「180ボルトぐらいで。。。」
って言うことないでしょうか?
普段の生活では、電圧しか言わないからしかたない。
ところで、
半自動溶接/炭酸ガスアーク溶接の溶接機だけです。電圧のつまみがあるのは。
被覆アーク溶接/手棒やアルゴンガス溶接/TIG溶接の溶接機には電圧のつまみがない。
さて、
電流の単位をご存知だろか?
A(アンペア)でしょ!
そうです。
が、
A(アンペア)って?。どんな単位?。
これを調べると1秒当たりのクーロン量が電流ですと。
電流(A=C/s)。Cがクーロン。sが1秒。
スピードはkm/hのように一時間に何キロ走ったかです。
スピードは単位があって意味がわかる。
単位って大切です。
電流をAという単位にしないでC/sの方がいい?。。と思ったが。
Cのクーロンってもっとわからない。
だからAでごまかしてもいいか。
電流もわかりにくいが、電圧や電気抵抗もわかりにくい?。
実は、電気を水にすると感覚的にわかるんです。
電流=水流
電圧=水圧
抵抗=川の石ころ。パイプなら細いと抵抗になる。
水流モデルっでわかりやすいと思う。特にこれ。
電流って電圧と抵抗で決まる。
電気機器なら抵抗とは電気の消費量。
電圧は家庭では100Vですね。
溶接機は三相交流の200Vです。
まず、
電圧が決まっていて
どんだけ流れるかは消費量(抵抗)で決まる。
抵抗があるから、どんだけ流れるか(電流)決まる。
V=RI 単位で書くとV=ΩA オームの法則 電圧=抵抗x電流
さて、さて、
普段の生活でよく聞くのは、
電圧
と
ワット
です。
ワットは電流x電圧です。
単位も書くと、ワット(W)=電流(A)x電圧(V)
ワットは電流も含むが、
実際に使う場面、例えば電源タップは1500W以内です。
100V(ボルト)なら15A(アンペア)以上流せないということです。
家庭なら電圧が100Vと決まっているので電流15Aまでしか流せないってキマる。
しかし、
電流のAを調べるでしょうか?
1500W以内かどうかを調べる時に使用する電気機器のワットを調べ、合計が1500以下か確認するのでやはり、電流は使いませんね。
また、
危険性から言えば電圧で表現する方が都合がいい。
100ボルトより10万ボルトの方が危険。
100Vといえば家庭用の電源。
この程度の圧では、空中を通って電気は流れません。
一方、
10万ボルトとなるとメートル単位?で空中を飛んできます。
溶接でも同様です。
(溶接で電圧を調整できるのは半自動溶接/炭酸ガスアーク溶接だけ、アーク長が電圧)
電圧が低いと圧が低いので最短距離でアークが飛びます。広がらない。狭い方が穴が空きにくいし、ワイヤーはドンドン入るんで薄板にはいい。
電圧が高いと圧が高いので最短以外に広い範囲にアークが飛びます。
圧、勢いがあるもんね。
よって、
炭酸ガス/半自動アーク溶接なら電圧が高いとビードが広く、平ら(フラット)になる。
そのため、
手が震えても広いプールができているし、振れる範囲より広くアークが飛んでいるので安定しているように思える。素人にはありがたい。
すみ肉(隅肉)の場合は、電圧を高めにするとカッコよくなる。凸ではなく凹むのでいいかんじかも。
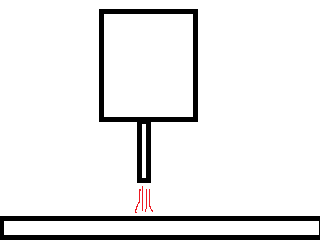
次の図は、赤い色でアークが広がっている様子。
緑の線は、ワイヤ先端だけでなく途中からでもアークが飛ぶということ。
よって、ワイヤ先端に線香花火のような丸い玉ができる。
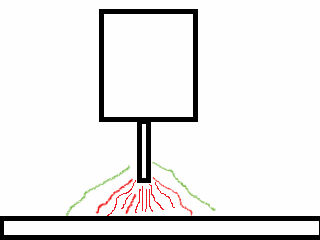
圧が高いと勢いがあるから、あっちこっちにアークが飛びやすくなる。
だから、
ワイヤーが玉になって落ちるようになるのだ!!
くどい
グロビュール移行みたい?