
ここによれば1200°まで消えません。
溶接作業にもってこい。
ガス切断ではいるね。
チョークは切断中に見えなくなります。
マンガのススメ 文よりイメージ図
このブログを書いてて思うのだが
「ことば」で記録する
他に
マンガを書くことが結構、良い記録になる。
条件などは文書にできる。
溶接のプールの状態、姿勢などはマンガの方が記録しやすい。
写真もいいが、
マンガは書くときにポイントがわかりやすいように書く。
写真だとどのアタリが重要なのか記録しにくい。
文書+マンガ
いいアイデアかと思う。
ベテランに石筆かマジックなんかで床か鉄板に書きながら説明をしてもらおう。
石筆をいつもポケットに入れて、書いてもらう。
ここまで説明してくれたらいいねー。
口だけじゃーわかんないから実物で説明となるが、溶接は実物が冷えたら実物じゃないしね。
マンガ、
ことば
募集中。
溶接、板金、ソリッドワークス、3Dcad関係で、何かいいアイデア、発見ありましたら教えて下さい。
メールでも何でも下さい。
2018年3月6日
あれから4年、何も無い。
立向溶接やパイプの溶接でスラグのタレ つらら 氷柱
以前B14のスラグはよく流れると書いた。 LBなどの低水系溶接棒でこのつららがあっても材料の鉄まで垂れ下がってません。 しかし、 B-14などイルミナイト系溶接棒だとスラグを取ると鉄まであったりする。 また、 溶接中に遮 … “立向溶接やパイプの溶接でスラグのタレ つらら 氷柱” の続きを読む
以前B14のスラグはよく流れると書いた。
LBなどの低水系溶接棒でこのつららがあっても材料の鉄まで垂れ下がってません。
しかし、
B-14などイルミナイト系溶接棒だとスラグを取ると鉄まであったりする。
また、
溶接中に遮光ガラスが通してもB-14の場合はツララが見えるし、長さまでわかる(中が鉄だから)。
一方、
LBでは、溶接面を外してツララの長さに気づく。ツララ自体は気づいているが長さまでわからない。
このような経験ありませんか?
Bでは垂らしたらいけない。
たれてたらツララごと落とすという方法を使う。Bだから使える。
中に鉄がある時は、溶接面をしていてつららが見える。
中に鉄がない場合は、溶接面を外してつららがあることがわかる。
—————————————
話は、スラグの粘さへ。
B-14は、電流でスラグの粘さが大きく違う。
LBは安定して常に粘い。よってビードがきれい。
B-14の適正電流、下向きの場合130-190Aだ。
140A以下になるとスラグが先行しやすくなる。
逆に、
190Aや母材の温度が高いとスラグの先行どこらかスラグはアークの場所から遠くはなれている。 よって、ビードがガタガタ。
ツララもスラグの違いなんだろうな。
LBは、スラグが硬いから垂れるのを止めてくれる。
被覆アーク溶接棒のパッケージ(箱)の開け方

角を。
斜め写真のように(わかりにくいけど)斜めにぶつける。
ぶつけるじゃなく、落とすかな。
力はいらないです。
ビニールで覆われており、そのビニールが結構厚いので手で開けるのに苦労します。
水分が入ってはいけないのでしょうながない。

神戸製鋼さんのはOPENって書いてある。
OPENは被覆アーク溶接棒のフラックスが無い方側(溶接棒ホルダでつかむ(クリップ)する方側)です。
フラックスが無い方をぶつけるのがミソです。
うちではしてるけど、
神戸製鋼の関係者様
間違っていたら連絡下さい。
被覆アーク溶接の裏波溶接
動画は日本溶接協会。すごいです。何度も見て、目に焼き付ける。合格します。これは板厚9mm。N-2Fの練習。開先加工をしている。本来、板厚が薄いところが溶けるのが普通だ。開先加工の先端は、1mm厚。ルート面を1mmにしてい … “被覆アーク溶接の裏波溶接” の続きを読む
動画は日本溶接協会。すごいです。何度も見て、目に焼き付ける。合格します。
これは板厚9mm。N-2Fの練習。
開先加工をしている。
本来、板厚が薄いところが溶けるのが普通だ。
開先加工の先端は、1mm厚。ルート面を1mmにしているので。
アークの温度は5000度以上。
鉄の溶融温度は1500度。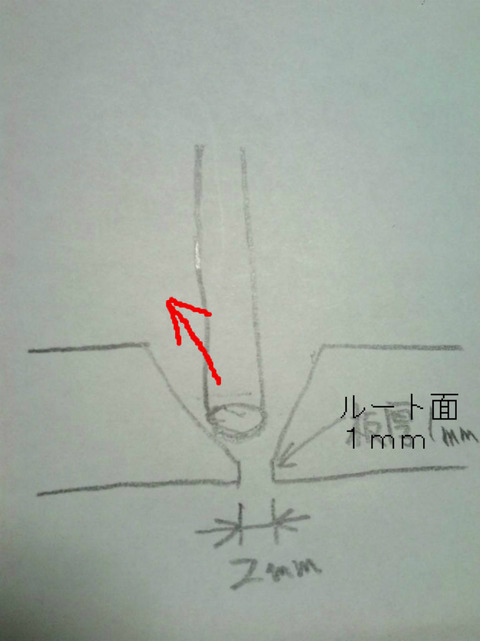
板厚の薄い所が溶けるのが普通。
つまり、1mm厚の部分が最も溶けやすい。
しかし、上の絵のように溶接棒が片方の開先加工の面にあたりやすい。
これは、被覆剤が溶けるので階段をのぼるようにズレてしまう。
被覆アーク溶接は、被覆剤を軽く当てるよにするのでしかたないが、
プールや小穴、裏側の明るさを見ながら溶接スピードを調節すれば板厚1mmは必ず溶ける。
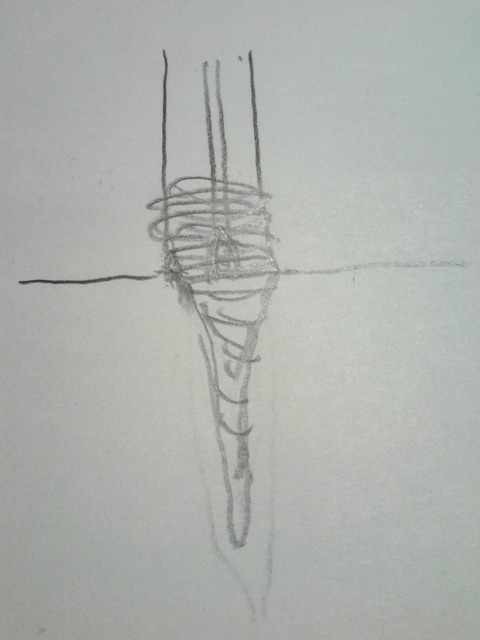
下の赤い所がプールで黄色の所はアークでまぶしくてわかりにくいが小穴がある。
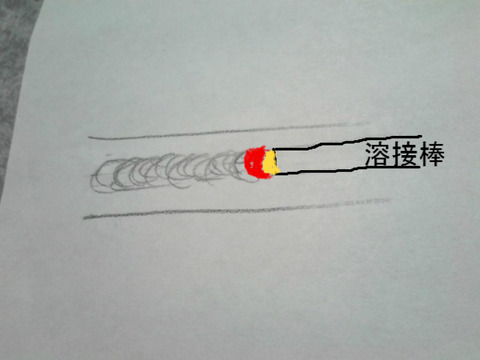
小穴がある程度大きいと音が「プシュプシュ」と変わる。小穴の大きさで音が変化する。
黄色い所は、遮光ガラスの番号10番で何とか穴が見える(個人差がある)。
明るいと赤いというより黄色、白く見える。
相対的に小穴は光はなく黒い感じだ。
まだ溶接していない先のすき間が見え、裏側にアークの光が通しているのが確認(次図の矢印)できれば溶接スピードは正しい。
アークの3分の1は下に抜かすような感じ。3分の2は、プール(溶融池)にアークが飛ぶ感じ。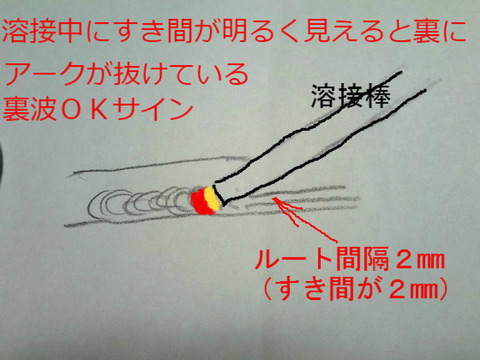
もし、溶接スピードが遅いと遮光ガラスがあるのですき間自体がどこにあるのかわからない。
スピードの調整は、
すき間が見えないー>早くする
小穴が大きいー>ふさぐ程度、少しバック(2mmほど)
ルート間隔が大きかったり、電流が大きすぎる(100A)と穴が大きくなりやすい。
150mmの溶接線で前半はいいけど後半の裏波が大きすぎる。つまり、一定しない場合は電流を下げるか、ルート間隔を狭くする。
電流は小さいほど制御しやすいがLB-52Uの限界は70Aくらい(下向き)。80A以下なら急にアークが切れることがあるし、アークスタートがなかなか出来ない。しかし、このあたりの電流は制御がしやすい。うでしだいだろう。
無理なら電流を上げる。
90Aぐらいでルート間隔を2mm程度が制御しやすい(人それぞれ)。
裏波溶接は、条件範囲がせまく運棒で対処できる範囲もせまい。
これができれば2-4・5層目は簡単だろう。
被覆アーク溶接の終端処理

9mmの突き合わせ溶接の終端は、普通にしてたら凹む。
突き合わせ溶接の中の方なら360度全方向に熱が逃げる方向がある。
しかし、
端は、熱が逃げるところが少ない。 片方は空気中だ。
だから、溶けやすい。
から、凹む。
凹みを埋めるには、スラグが赤い内に何度かアークを切っては、もう一度アークを発生。アークを切るのは冷やすため。
これを3から5回くらい繰り返す。
アークを切った時に0.6秒ほど冷えるのを待つが、
その時に盛れ具合を見てもい一度アークを出すかどうか判断する。
0.6秒待つとは、溶接面で見ているので終端のスラグが暗くなる/冷えるまで待つ。
(裸眼で見るとまだまだ赤い)赤いうちは光を出している。
アークを切る、もう一度アークを発生にはコツがある。
- クレータ/プールが赤いと光が出ているので溶接面をしていても溶接棒の影が見え、溶接棒の先の位置が確認できるのでプールの赤い所に軽く当てるとアークが発生する。
- 同じ位置にアークを出すために前腕手首の回転を使う。前腕の回転とはバトミントンの打ち方と同じ。
次の写真はアークを切る前。

次の写真は、アークを切ったところ。前腕手首を回転させます。

前腕手首の回転ではなく、単に引いてアークを切るとアーク長が長い状態があるので空気を巻き込み安くブローホールになる。
前腕手首の回転の方がアーク長が一定になる。
被覆筒 アークが安定するまで
被覆アーク溶接の溶接棒の先端です。 溶接途中でアークを止めて写真で撮った。 中が芯線(ここからアークが出て自分が溶ける)、周りはフラックス。 フラックスがスカートのようになっている。 このスカートがあるから、被覆アーク溶 … “被覆筒 アークが安定するまで” の続きを読む

被覆アーク溶接の溶接棒の先端です。
溶接途中でアークを止めて写真で撮った。
中が芯線(ここからアークが出て自分が溶ける)、周りはフラックス。
フラックスがスカートのようになっている。
このスカートがあるから、被覆アーク溶接は、軽く母材に当てて溶接することができる。
スカートがある状態だと溶けた芯線をフラックスが包むので大気に溶けた鉄がふれることはない。
しかし、
このスカート(被覆筒、保護筒)がない状態、例えば被覆の側面がはがれているような状態では酸素や窒素が溶着金属に入り込みブローホールなどの欠陥になる。
アークスタートで欠陥になるのはアークが安定するまで、被覆筒ができて適正なアーク長になるまでだ。
通常、一瞬ではあるが、スタート時は、長めのアークにして目標を探す。その時に、被服筒を整える。
安定する秒数は、電流が大きいと早い。
電流が低いと秒単位の時間がかかる。
裏波棒 LB-52Uを80A程度で使う場合は、安定するまでに1秒くらいかかる。
先のフラックスがたくさんはがれ芯線が2,3mm出ているともっとかかる。
また、近づけると飴ちゃんみたいにくっつくので、軽く当ててアークが出いたら長めのアークで2秒くらい待つ。この時先っぽを良く見て、被覆筒/スカートからアークが出てる感じなら母材に近づける。
電流と板厚、材質、継ぎ手の関係
電流は、人それぞれ。
好みですが、だいたい記憶している内容を書き留める。
製品ではなく、継ぎ手形状で該当する溶接箇所の電流値を想定。
アナログな溶接機なら電流値ってバラつくし、アークの勢いで判断かな?
炭酸ガスアーク溶接なら突き出し長さ
手棒、TIGならアーク長
で
電流値が変わるしね。
TIG溶接
———————————————————————————–
電流 板厚 材質 継ぎ手形状
———————————————————————————–
65A 3 SUS304 ビード置き 初期電流20A、クレータ40A 棒ありも無しも
40A 1.5 SUS304 角溶接 初期電流10A、クレータ20A 棒なし
60A 1.5 SUS304 すみ肉 初期20A、クレータ40ー50A 棒なし
80A 3 5000系アルミ ビード置き 初期20A、クレータ20A 棒ありも無しも
50A 2.0 SPCC 角溶接 初期20A、クレータ40A
65A 3.0 SUS304 TN-F 1層目棒なし。スタートで棒を使う場合もある 初期30、クレータ50A
ルート面0.5 ルート間隔0.5ー1
65A 3.0 SUS304 TN-F 2層目棒あり。ウィービング。 初期30、クレータ50A
70A 1.6 SS400 すみ肉溶接、ストレート。共付。棒ありなら80A。初期30、クレータ40A。
慣れてきたらもっと大きな電流の方が作業がしやすい。強ければ切ったり入れたりすればいい。
半自動のワイヤーはソリッドSE-50T Φ1.2
———————————————————————————-
電流 板厚 材質 継ぎ手形状
———————————————————————————-
90-100 3.2 SS400 開先なし突合せ溶接 ルート間隔2mm 裏波溶接
85 3.2 SS400 デジタルなら85Aに合わせられる。ルート間隔2mm 裏波溶接
(単純なストレート。遅すぎると裏が出ない。 )
85 3.2 SS400 デジタルなら85Aに合わせられる。ルート間隔2mm 裏波溶接
(単純なストレート。遅すぎると裏が出ない。 )
90-100 3.2 SS400 角付け
120 3.2 SS400 すみ肉
180 9 SS400 すみ肉。2層なら2パスで160A
被覆アーク溶接 SS400 板厚9mm N-2F:突き合わせ溶接裏金なし
———————————————————————————–
電流 継ぎ手形状
———————————————————————————–
80 V形、LB-52UΦ3.2、1層目裏波溶接、ストレート、ルート面1mm、ルート間隔2.0
90 V形、LB-52UΦ3.2、1層目裏波溶接、開先面に当ててウィービング、ルート面1mm、ルート間隔2.0
90 V形、LB-52UΦ3.2、1層目裏波溶接、開先面に当ててウィービング、ルート面1mm、ルート間隔2.0
100 V形、LB-52UΦ3.2、1層目裏波溶接、ストレート、ルート面1mm、ルート間隔1.6
後半で大穴が開く場合は電流を低くする。ルート間隔を狭目にする。
アークの発生が難しい場合は電流を上げる
後半で大穴が開く場合は電流を低くする。ルート間隔を狭目にする。
アークの発生が難しい場合は電流を上げる
180 V形、B-14Φ4.0、2層目ストレート
170 V形、B-14Φ4.0、3層目ストレート
160 V形、B-14Φ4.0、4層目あらいウィービング。ほぼ母材近くまで。
150 V形、B-14Φ4.0、5層目ウィービング。開先の角を完全に溶かす。
2層目から最終層前まではストレートで よい。
最終層だけウィービング。最終層は130Aまで下げると見た目ではきれいになる。ただし、スラグの先行に注意。層数は4か5。母材以上の高さになるまで。
2層目から最終層前まではストレートで よい。
最終層だけウィービング。最終層は130Aまで下げると見た目ではきれいになる。ただし、スラグの先行に注意。層数は4か5。母材以上の高さになるまで。