Dr.ABE_Bendの曲げ加工で
手動で
型の変更
曲げ順
を設定するとき、
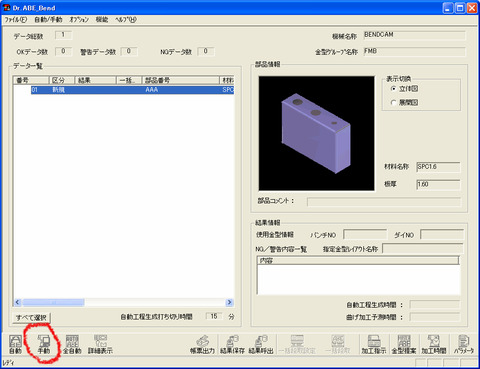
金型の選択できない。
確かにあるはずのパンチ、ダイが下図の下側の「金型種類」の一覧に現れない。見えないだけ。
「自動絞込み」、「マルチステージ」を外す。「自動絞込み」(下図の真ん中あたり)の方が多いかな。

マルチステージって何でしょうか?
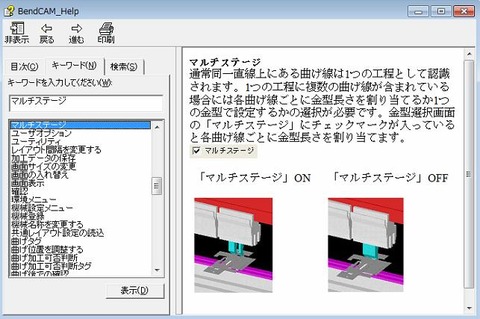
Dr.ABE_Bendのヘルプで検索
ソリッドワークス/SolidWorks、AP100、プログラム、TIG,CO2,手棒、板金

Dr.ABE_Bendの曲げ加工で 手動で 型の変更 曲げ順 を設定するとき、 金型の選択できない。 確かにあるはずのパンチ、ダイが下図の下側の「金型種類」の一覧に現れない。見えないだけ。 「自動絞込み」、「マルチステー … “Dr.ABE_Bend 金型の選択ができない” の続きを読む
板金部品を作る最低限の課題 ・板が作れる。・フランジが作れる。コ形、ハット形。・入れ物が作れる。フランジは2つ。・入れ物、片引にする。もう一つの片引にする。・穴をあける <作った部品を修正できる>・板厚・フラ … “ソリッドワークス 板金 基本中の基本” の続きを読む
TN-Fの試験片以下のように仮付する。次の絵のように裏側(裏波溶接部)は母材より凹むことがある。下向き溶接だから重力で下がると思うだろうが、ステンレスはなんか表面張力というのだろうか?ねばい。なんでこうなるのかいろいろ考 … “TN-F裏波が凹む(へこむ)ことがある なんで?” の続きを読む
TN-Fの試験片
以下のように仮付する。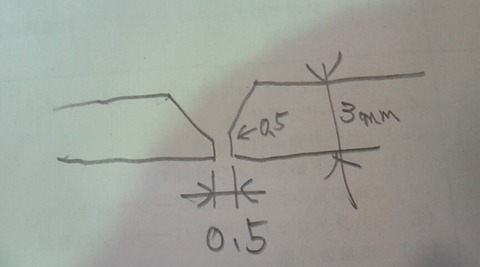
次の絵のように裏側(裏波溶接部)は母材より凹むことがある。
下向き溶接だから重力で下がると思うだろうが、
ステンレスはなんか表面張力というのだろうか?
ねばい。
なんでこうなるのか
いろいろ考えたが。
要因
1,TIG溶接は溶加棒を入れないと溶着金属は増えない
2,材料の特性(304は粘い。明治グミみたいgoogle画像。SS材なら垂れるね)
1が主ではないだろうか。
鉄だときっとタレるし、プールが大きいと穴があくだろう。鉄はサラサラだからね。
次の話は、溶加棒を使わない場合の話。TIG溶接特有の話ですね。
ルート間隔は0.5ミリほどで
ここを埋めるための溶着金属は、ほぼ黄色い開先の肩の部分。
(赤い線の中は溶けた部分。母材だけが溶けているので溶けた材料は全部母材。)
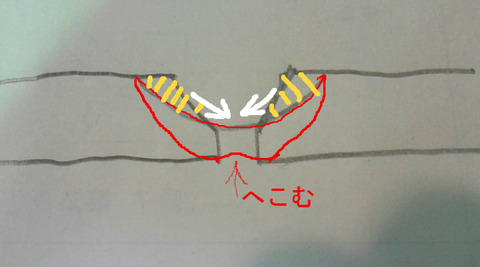
白い矢印は、肩の部分が溶けて埋めることを意味してます。
この肩の部分が溶ける量<ルート間隔の空間の量
この場合は裏が母材より若干であるが凹む。
逆に、
この肩の部分が溶ける量>ルート間隔の空間の量
裏波が凸になる。裏が母材より下に膨らむ。
「この肩の部分が溶ける量>ルート間隔の空間の量」これを実現するには、結果的にビード幅は広くなる。
ビード幅が狭い時に凹むという現象があったらこの話です。
垂らすならビード幅を広くすること。
CO2溶接(炭酸ガスアーク溶接)や被覆アーク溶接(手棒)では溶加棒が勝手に溶けるので「溶着金属の量」ありすぎ、
TIGの場合「溶着金属の量」が不足することがある。
裏波溶接で、
特に下向きは、重力の関係で裏が凸になるのが当たり前と思っていた。
しかし、
ステンレスTIG溶接では時たまヘコむ。時たまね。下向きでもね。
(ビードが細すぎると、裏の角すら溶けてないので当然、へこむといういうよりルート間隔が狭いので裏側の板の角、二本線入っている感じ。溶け込み不良ね。裏側の角がちょうど溶ける程度のビード幅でこの現象がおこる。ビードが太いと裏波も太いので凸になる。)
特に溶接棒を使わないときに起こるので(棒や母材の)溶融量のことを考えた。
極端だが、電極の付き出し長さが長いとローリングして前に進むことができない。これはメチャクチャ付き出してます。 普通はこんなんです。 溶接線の手前から見た感じ。コロがせます。前に進めます。後ろにも進めます? ノズ … “ローリング 電極の突き出し長さを調整しよう” の続きを読む
こちらの下の方で「溶接棒の入れ方」のビデオがあります。 一部のようですがTIG溶接の左手で溶接棒を送り方が見れます。 以前、 ここ溶融池の所でも書いた このYoutubeを紹介してます。 溶接協会のここで「T … “ティグ/TIG溶接の溶接棒の送り方、持ち方、ローリング” の続きを読む
アセンブリに変数を設定できる。赤い矢印、bbという変数に200を入れている。 これを部品で利用するとアセンブリの変数で複数の部品と関係式を作ることができる。とりあえず、前に作ったスケッチだけの簡単な部品を使いま … “アセンブリで関係式” の続きを読む
アセンブリに変数を設定できる。赤い矢印、bbという変数に200を入れている。
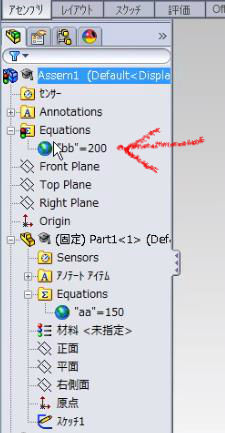
これを部品で利用すると
アセンブリの変数で複数の部品と関係式を作ることができる。
とりあえず、
前に作ったスケッチだけの簡単な部品
を使います。
アセンブリにこの部品をひとつ入れた例にします。
(部品が2つでも、3つでも同じことですから)
関係式の変数は、メールアドレスっぽくなります。
だからA部品に変数名aa、B部品に変数名aaがあっちこっちにあっても部品内の変数は部品内でしか使えないので名前がぶつかる問題はない。
つまり、
A部品の変数aaを呼び出す場合は、「aa」となり、
B部品の変数aaを呼び出す場合は、「aa」となる。
AとB部品で同じ値を使わせたかったらアセンブリの変数を利用する。
「A部品の変数=アセンブリの変数」の式は可能。
逆はできない。
<できないこと>
A部品からB部品の変数を呼び出すことはでない。
A部品内でアセンブリの変数を変更できない。
関係式が使えると便利コンピュータ独特のアイデアがでやすくなる 変数aaの値を変えると設定した寸法が変わります。変数を入れるのは直接aaと入れてもいいですが、関係式の中から選択してマウスでクリックして入れるのが正確です。( … “関係式 1つの部品内で使う” の続きを読む
関係式が使えると便利
コンピュータ独特のアイデアがでやすくなる
変数aaの値を変えると設定した寸法が変わります。
変数を入れるのは直接aaと入れてもいいですが、
関係式の中から選択してマウスでクリックして入れるのが正確です。(この動画YouTubeもそうしてる )
アセンブリ編はこちら
板金加工ノウハウ集成形金型事例集 ーーーーーーーーーーーーー材料力学