パス間温度 焼きなまし状態にしないためにパスごとに温度が下がっていることを確認して多層の溶接をする。 やらかくならないよにパスごとに温度を下げてから溶接すること。 1層目の後で 溶接用の手袋をしてアッチッチとならないくら … “焼きなまし(パス間温度)” の続きを読む
パス間温度
焼きなまし状態にしないためにパスごとに温度が下がっていることを確認して多層の溶接をする。
やらかくならないよにパスごとに温度を下げてから溶接すること。
1層目の後で
溶接用の手袋をしてアッチッチとならないくらい。
(手袋なしだとやけどです)
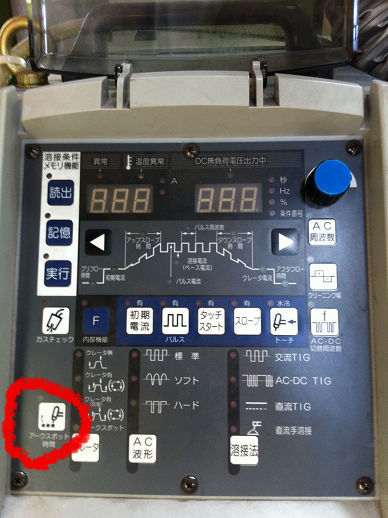
ここでは、200℃以下とある。
正確には赤外線放射温度計で測ります。
この多層溶接すると「なまし」てしまう意味がわかりにくいが、
ロウ付けで強度を確認する時にわかりやす例に気づいたんで以下。
ろう付けでSS400 □10を付けている。
強度を確認するためにパイプレンチで回してみます。
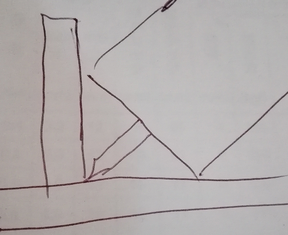
角材全体を赤くしてろう付けした場合は
このように全体がねじれる。きれいにねじれます。
上はパイプレンチで破断してます。
ガスであぶって赤い時にネジッた?ってくらいよくねじれる。

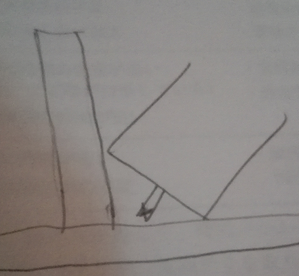
ろう付けする部分だけを赤くしてすぐにロウを流して冷やした場合
下の板に近い部分だけがねじれてます。
赤くした所だけがねじれる。冷えたときの話です。

角材は鍛造か何か四角くするために圧縮して加工することで四角にしている。
それを赤くして900℃近くまで温度を上げるのだから焼きなましのようになる。
これは、多層の溶接で繰り返し加熱して「なまし」をすると同じことになる。
加熱が長くできるTIG溶接は、焼きなましになりやすい。
溶接で材料を弱く、柔らかくしてしまうこともあることも覚えよう。
溶接してやらかくなることがある。
特に、炭素量が少ないSS材などは圧延して成形することで強度が増す。
これを溶接すると熱影響部は「硬くなる」のではなく、やらかくなる。
熱影響部は硬くなるって思い込んではいけません。
熱影響部は硬くなるのは、焼きが入りやすい材料のこと。
一般的に炭素量が多い。
S45Cなどの溶接後に急冷すると割れるということがある。
これは、「焼入れ」になる。
世の中の溶接のほとんどは炭素量が少ないSS材。
だから、なまる。鈍ることも知っておきましょう。
特に、この角材や形鋼のような成形した材料は弱くなる。