TIG溶接のバックシールド用治具って検索するとけっこうがありました。
簡単に裏波の確認ができるものもありますね。
ソリッドワークス/SolidWorks、AP100、プログラム、TIG,CO2,手棒、板金

これはMIG突合せ溶接 裏当て金有り(画像で検索)
MA-2Fっぽく
左は引き(後退法)、右は押し(前進法)。
押しは、裏当ての表面に溶着金属が乗っている?溶けずに(赤の矢印)。
引きは、きれいなVの字(緑のVのような線)。裏当て金がしっかり溶けてます。よって、JIS検定は引きです。
アルミを腐食する液は、10%程度の水酸化ナトリウム溶液ですが、
キッチンハイターで代用できる。
1,2分程度。ええ感じになったらちっとま水で流す。
マクロ試験はある程度研磨して、溶着金属や熱影響部がわかるようにしてから腐食する。
鉄なら、酸(サンポールやナイスは塩酸9.5%で、5分くらい)、アルミはアルカリで腐食する。
サンドペーパーは、#140、240、400、600と
前の研磨キズが消えるまで。
(研磨方向を変えましょう)。
グラインダーなら手持ち#180で10分くらい浸けつ。
SS材なら熱影響部も見える。水をかけながら温度が上がらないようにサンドペーパーする。平らなら板を置いて水道水を流しながら研磨。
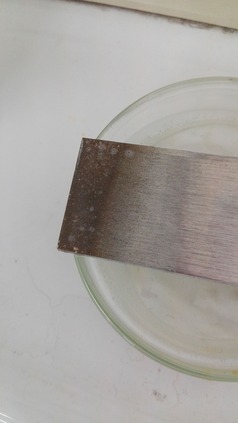
キッチンハイターが透明で見にくいが、5000系のアルミの表面が腐食しているのが見える。
アルミは酸には強いがキッチンハイターには弱い。
家庭でアルミ鍋はご注意下さい。
さらに、
「混ぜるな危険」、塩素系の洗剤。
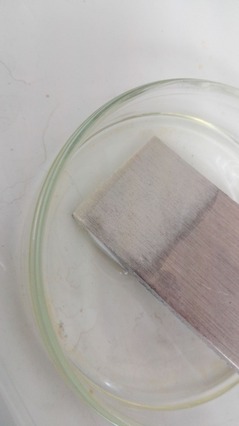
下にねずみ色の粉がある。
水酸化アルミニウム
ができるらし。
30分後
泡
裏は黒い。アルミ鍋を焦がしたと思っていたが、
ハイター浸け置き洗い。かもしれん。