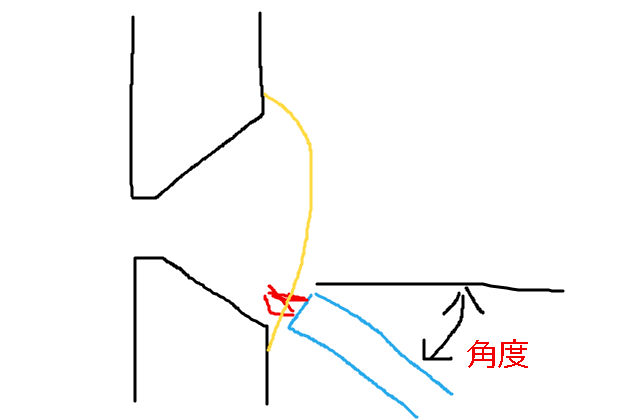
角度を上に向ければ向けるほど
黄色のように上が膨らむ。
ソリッドワークス/SolidWorks、AP100、プログラム、TIG,CO2,手棒、板金

自動電撃装置付きの被覆アーク溶接機での話。
手棒でΦ3.2裏波溶接棒
80A程度だとアークがなかなかスタートできない。
アメちゃんのようにくっつく。
対策
1,板にアメちゃんをたたきつけない
溶けた芯線(真っ赤の芯線)はやらかくなっているので母材に付きやすい。
2,汚れたところでアークスタート
溶けた芯線(真っ赤の芯線)が母材に付きにくい。デコボコで汚れていると芯線が飴ちゃんのようにくっつかない。
3,ほとんど溶接棒を寝かした状態
被覆部分で母材から一定の距離にできる。被覆があるので母材に当たらない。
4,アークが出ても、1秒以上、被覆筒ができるまで待つ
その時、アーク長は長めにして電圧を上げる。電圧を上げるとアークが切れにくい。
ええ、被覆アーク溶接(手棒)で電圧調整?
そんな、ダイアルというか「ツマミ」はない。
溶接機には、電流の調整のハンドルしかない。
でも、アーク長は調整できる。
アーク長を長くすると電圧が上がる垂下特性を持つ溶接機です。
ついでに、
アーク長が長いとね。変なところにアークが飛ぶが、いいことあるです。
溶接面をしていても、広い範囲を照らすので
周りが見やすくなる。
JIS検定でする曲げ試験は、第三者。溶接した人とは別人が試験してみる。溶接した人は、本来、曲げても大丈夫っていうくらい条件や溶接に確かな仕事をしているので、溶接中に合格かどうかわかる。第三者じゃないもんね。それくらい、仕 … “曲げ試験する前に予想できる” の続きを読む
溶接途中でアークが消える・切れる
低水素系の溶接棒で
袋に書いてある最低の電流値の場合だが
とつぜん火が消えることがある。
近づけ過ぎなのか?
電撃防止装置が付いている機械なら
たいていは、
押し付けるというかたたいて
再度アークを出そうとする
こんな経験があったら乾燥の問題かもしれません。
低水素系
神戸製鋼なら水色。
これは、使う前に焼く。
乾燥というより300ー400°なので焼く温度。
天ぷら油が発火する温度だ。
しっかり、乾燥してたら問題ない。
それと、
雨の日。
岡山は滅多に雨が降らないが、
乾燥後の棒を置いといて使っても影響がある。
乾燥機は、立てておく赤いタイプのものをつかっている。
ところで、
別の話だが。
焼いた溶接棒を使わず
再度、焼いて使わず。
の溶接棒より、
新品の封を開けて焼いて使うとやっぱりアークが安定しているようだ。
追記
こちらによると最大乾燥回数 は3回程度だ。
780N/mm級高張力鋼は2回まで。
乾燥後、2,3時間位内に使うと覚えておいた方がいい。
乾燥後許容放置時間(同じとこ)は、4時間まで、780N/mm級高張力鋼は2時間までだ。
正確には、
非低水素系溶接棒で6~8時間
低水素系溶接棒で2~4時間と書いてある。
低水素の乾燥時間は1時間なのでスイッチを入れて午前中に使い切り。
その点、イルミナティ系(非低水素系溶接棒)のB-14は管理が楽だわ。会社で100度程度で乾燥しておいて、朝現場に持って余裕の時間で使えるわ。
昼前に入れて、午後で使い切るかんじかな。
だから、一度にたくさんの溶接棒を持ち出さないことだ。
また、
「長時間乾燥および繰返し乾燥を過度に行うと,溶接中に被覆筒が欠ける」
思いがけない方向にアークが飛ぶことになる。
私は、緊急回避的に棒を回転させる。裏波の時はすぐしないと。
本番では新品です。
以前B14のスラグはよく流れると書いた。 LBなどの低水系溶接棒でこのつららがあっても材料の鉄まで垂れ下がってません。 しかし、 B-14などイルミナイト系溶接棒だとスラグを取ると鉄まであったりする。 また、 溶接中に遮 … “立向溶接やパイプの溶接でスラグのタレ つらら 氷柱” の続きを読む
以前B14のスラグはよく流れると書いた。
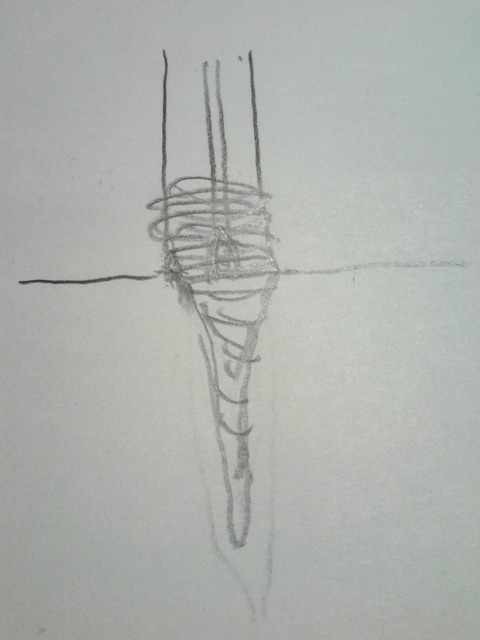
LBなどの低水系溶接棒でこのつららがあっても材料の鉄まで垂れ下がってません。
しかし、
B-14などイルミナイト系溶接棒だとスラグを取ると鉄まであったりする。
また、
溶接中に遮光ガラスが通してもB-14の場合はツララが見えるし、長さまでわかる(中が鉄だから)。
一方、
LBでは、溶接面を外してツララの長さに気づく。ツララ自体は気づいているが長さまでわからない。
このような経験ありませんか?
Bでは垂らしたらいけない。
たれてたらツララごと落とすという方法を使う。Bだから使える。
中に鉄がある時は、溶接面をしていてつららが見える。
中に鉄がない場合は、溶接面を外してつららがあることがわかる。
—————————————
話は、スラグの粘さへ。
B-14は、電流でスラグの粘さが大きく違う。
LBは安定して常に粘い。よってビードがきれい。
B-14の適正電流、下向きの場合130-190Aだ。
140A以下になるとスラグが先行しやすくなる。
逆に、
190Aや母材の温度が高いとスラグの先行どこらかスラグはアークの場所から遠くはなれている。 よって、ビードがガタガタ。
ツララもスラグの違いなんだろうな。
LBは、スラグが硬いから垂れるのを止めてくれる。