TIG溶接は、アルゴン溶接ともいう。 大きなトーチでもあれば説明しやすいが、ないので、 ステンレスのパイプを使います。このパイプがノズルと思ってね。 ところで、ローリングって何?という方はこっちへ。ローリングの動画集です … “ティグ/TIG溶接 ローリングの原理” の続きを読む
TIG溶接は、アルゴン溶接ともいう。
大きなトーチでもあれば説明しやすいが、ないので、
ステンレスのパイプを使います。このパイプがノズルと思ってね。
ところで、ローリングって何?という方はこっちへ。ローリングの動画集です。
ローリングって一般的な言葉なんだろうか?。
ローリングはTIG溶接でしか使わない。
ローリング?。「ウィービン」、「あてて溶接する」、「こねる」、「転がし」って表現する人もいる。
(そういえば、手棒とか、手棒溶接、手溶接、電気溶接って一般的な言い方だと思うが、本などでは被覆アーク溶接とある。被覆アークって言い難いよね。)
溶接の話だが火が見えないm(__)m。
ローリングはアークを出さずに練習するのがいい。
私はこの説明を聞いてローリングが転がすという意味であったことを思い出した。
そう私はとってもよくわかりました。ありがとうございます。
私は、この教え方自体がすごいと思います。
ステンレスパイプ 外径114.3 3.0厚
やり方自体は簡単です。って結論です。
初めにチョークで書いたジグザクが見えますね(一流の腕を持つ師匠がお書きになりました)。
TIG溶接機のトーチのノズルの径は小さいのでローリングしているところがわかりにくい。
こんなにでかいと、どのように進むのかわかるよね。
転がすのだが、転がす時に斜めに進む(そのとき電極は同じ所を狙う。これが結構動くと、結果的にはウィービングになる)
(動画ではわかりやすいようにパイプを完全に寝かしていることが多いが、実際はもっと立てます)
切り替えしの角度で溶接方向の速度が変わる。
転がすから母材に引っかかるようなことはなし、滑らか。
ノズルの動き以外の話をすると、
トーチを持つ手やその手首を見ているとここも丸を描いている。
ひじは上下運動っぽい。肩は動いてるという程度。
手首をローリングさせるにはハンマー持ちではうまくいかない。
手首をやららかくするには、バドミントンのラケットを持つようにする。
ローリングはパイプのような手首またはヒジを固定しにくいときにしかたなくするのか、それとも、積極的にするのか?。というと初めから練習する必要はない。
手首などで安定させることができて、さらに長時間の仕事に耐えることができるなら浮かせた状態でトーチを進める。この方が局部にアークを集中させやすい。
ただ、隅肉溶接ならノズルをつける方法がいいだろう。
TIG溶接は左手で溶接棒も入れなければならないため、初めからローリングの練習をしてはいけない。
溶接棒を安定して入れることができて、フリーでトーチを進めるができるようになってからローリングをすればいいと思う。
初めからローリングを教えるのは難しいし、
開先加工の面や隅肉を溶接すると自然にノズルを当ててコネルようになる。
2012年1月21日追加
ビード置きのような練習では、つるつるの面でローリングするのでときたま滑るようなことがある。
この対策して以下のようにノズルを立てるようにするのはどうだろう。ビデオのように適当なペンでやってもらうとわかる。
(立てるので電極はノズルを横から見て1mm程度しか出さないので電極が汚れ防止にもなる)
このビデオではわざと滑っているように見えるが実際の溶接もこんなんだ。滑って、急いで戻してもいったんシールドから外れると黒くなって酸化してしまう。
立てると滑ることはなくなるが、
プールを見るためにのぞくのがたいへんかもしれない。
見やすい角度と溶加棒を入れるのと同じ方向なのでヘルメットと溶加棒がぶつかる。
私は、開先加工面があるときはわりとねかしてするが、ビード置きのような平らな場合は立てるほが楽。
また、
立てると、少しやりやすいと思えるのが戻る動作。「あ、溶けてない」って所が見えたら戻ることがある。戻る必要があるのは老齢な私だけかもしれないが。
ところで、戻るっていう動作は被覆アーク溶接ではスラグの巻き込みになりやすいので、基本的にやってはいけない(真っ赤かな状態なら別)。
平成24年8月24日追加(開眼?)
前のペンを使ったローリングで「立てる」ことを強調した。(あれから半年経過、ほぼ半年ぶりのTIGだ)
これは、ノズル(赤く見える陶器/セラミック製)の当て方の問題。
ペンの場合は全部筒、筒だ。単純な筒。(しつこいが)
こんな変な持ち方をする人はいないが、
きっとこのように持ってローリングすると誰もが簡単にできるのではないだろうか?

こんなペンシル形もある
これならローリングは簡単かも。

さて、
トーチはTの形をしている。
持っている位置とノズルは力学的?に複雑だ。
作用点と力点と言葉で説明したい。(手の位置と作用点の位置関係を意識したのが開眼?だ)
写真の?が作用点、二重の?が力点だ。
上の写真なら力点と作用点が直線上(真下)にある。
下の写真の力学は複雑だ。

力点?(二重):力を入れている場所
作用点×:力が外部に働きかけている所
円筒/ペンなら力点は作用点の真上。真上にあるから作用点の処理は簡単だ。
(この時、ローリングって簡単だとさらに思えた。しかし、)
T形をしているトーチはそうはいかない。
矩形に曲がった先に作用点がある。
そして、作用点は円筒/ノズルの縁/フチ/カドだ。
ノズルのカドが母材を押している。これがポイントだ。って当たり前のことを気づく。
しかし、
T形は力学的に難しい。
だから、
練習中以下の状態になることが多い。
力点/手は回転してコネるのだが、練習を始めたころは溶接方向にトーチを進めようと
力点/手自体が右に進んでしまう。
そうするとローリングしているうちに下のように手が先に進んだ感じでそこでローリングすることになる。
つまり、力点/手が進行方向に進んでしまう。
進むのは作用点/ノズルのはずだが。
進めるのは作用点/ノズルなのだがうまくいかない。
意識しないといけないのはノズルの縁/フチなのだ。(これを母材に押し付ける)
これに気づいたのは、
電極を少し長めにしてもできる!!。と思った、その時だった。
(電極を出すとどうしてもノズルは傾けなければならない。ノズルを斜めに傾けても、ノズルのカドを当てるのだから同じことだと思えて、力点/手はノズルを母材に押し付けるように回転/モーメントをかける。と思えたことだ。ここの回転はコネるの回転。手首の回転とは違う。T形のトーチでの正しい力のかけ方はハンドル部分にモーメントをかけてノズルのカドを母材に当てる。ここで言う回転/モーメントは、結果的に母材に直角に力を加えることだ。)

練習を続けていると手首は柔らかく、ヒジは回転できるようになり、ノズルの作用点部分に意識がいくようになった。
その後、最終的には、プールに意識がいくようになる。
考えてみると。
手首を柔らかく、ヒジを回転できるようになるのが先なのかもしれない。
初心者のころは、
トーチの持ち方はハンマーではなく、バトミントンラケットを持つような気持ちとかという意識はあった。
しかし、
作用点には気づかなかった。
(こんな表現でも私の記憶には残るだろう。と思いながら書いている。動作の記憶のためだ。)
言葉で書くのは難しんで。もう一度。クドく書く。
ノズルを立てるとハンマー持ちのようになって押さえやすい。
押さえやすいのでローリングして進めやすいというわけだった。(初心者のころ)
ところが、
練習を積み重ねると、結局ノズル (赤く見える陶器製) をうまく転がせればいい。
転がすには作用点を母材に対して垂直に力を入れるようにモーメントをかけて持ってコネればいい。
さらに、付け加えると。
これが結構重要かもしれないが、
「さっさとパイプで横向き姿勢でビードを置く」
実は、モーメントに気づいたのはパイプをした時だった。
では、パイプと平板でのローリングにどんな違いがあるのか?
・平板 :無駄な方向への力を入れていても何とかなる
・パイプ:パイプの中心の方向だけに力を向けないとすぐにすべる
すべるので練習になる。ということだ。
平板で横向き、下向きがうまくいきだしたらさっさとパイプをする。
あと。落ち葉拾い。
・母材は動かないように徹底的に固定しておく。
・T形での力の入れ方が分かったらノズルのどんな縁/フチでもローリングできる
・ローリングする位置と自分のヘソの位置。要はやりやすくする。実は、ローリングだと体が自由に動かせるので常にやりやすい位置に体を移動できる。ただ、自由がきかない場合は、ビード終端で最も楽な姿勢になるようにスタート位置を決める。
・無理しない。特にスタート時などうまく行かなかったら一瞬だがボタンを押してアークを止めて、体勢を整えてからボタンを押し直す。これが素早くできる練習をしておくと致命傷な部分を最小限にできる。
(クレータありにしておくとボタンを押さなくても溶接可能。ステンレス鋼の溶接は普段からクレータありだ。)
・溶接棒の先端を常に母材に当てておく。溶加棒のピストン運動はしない。溶加棒の先端が母材に当たっていると棒が溶けて玉にならない。重要!。先端カドを当てると溶加棒が溶けて流れるようにプールに入る。シールドガスの保護が常にある位置に置くことができる。
棒を持つ手は、材料やバイスプライヤーをはさんでそれらの上に手を置いて安定させる。棒は母材にピッタリ、平行に付ける。下図は角をつけすぎ。矢印のように下げる。
溶加棒のカドが浮くと以下のように棒だけだ溶けた玉になる。「母材から離れると玉になる」と覚える。
棒と母材はなるべく平行。棒を母材に軽く押し付ける感じだ。
基本的に2mm径の棒ですからすぐに溶けるのはしかたない。板みたいに大きくありませんから。
常にプールに棒が付いている感じです(少しずつ棒を送る)。
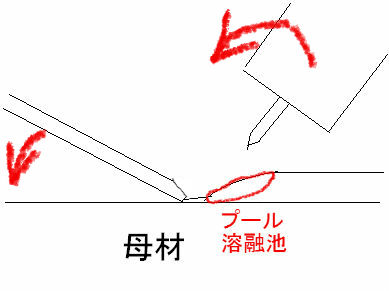
溶接棒の先が常にプールに入っている状態だと写真のように斜め
に溶けて先がプールにつながっている。

棒がプールから離れていたら、プールに軽く触れるようにする。だから、左手の微妙な動きが必要。プールに棒が入りするぎるとビードが盛れてしまう。棒がプールに入ってないと玉になる。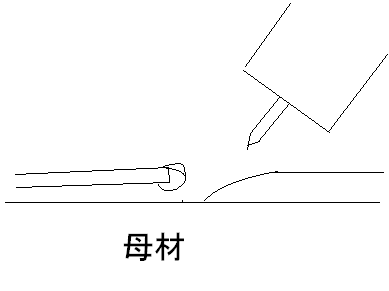
パイプをすると母材が曲がっているので角度の変化には気をつける。
適切ね溶加棒の径を使うこと。
・プールにゴミのようなものが浮いて着いて来るものは酸化物。少し冷やしてからする。
・3mm厚のステンレス鋼の溶接電流は65A。 溶加棒の径は2.0mm。遮光番号No9。で練習した。
・トーチの持ち方。作用点は力点から遠いいね。バトミントン?持ち。
スマホ持ち。第二関節あたりで握ると器用に回転できる。

スマホ持ちは手袋があるとわかりにくいので。

スマホは、第一関節あたりで固めて、親指で操作しますよね。トーチでは親指は動かしません。スマホでは、親指で操作するために、スマホを人差し指、中指、薬指の第一関節あたりで軽く握ります。親指がとどかない時はスマホを握り直します。だから、スマホの角度も簡単に変えれれる。

バトミントンは手首を非常に使う。硬式テニスならこんなことはできないだろうというくらい手首を使う。スマホは、親指でキーを打つ。握りしめない。
親指と人差し指でだけで持つ感じだが親指はスイッチを押せる。
ある程度、進むと中指、薬指も使うことになる。
・ケーブルの重さを知るために、初めは必ず親指と人差し指で溶接時のケールなどの重さを確認する。
平成24年11月25日追記こっちもどうぞ。