学習の段階からすると以下の順があると考える。
・覚えている、知っている
・わかる
・できる
仕組みや意味がわからなくても、作業手順を覚えて、仕事を始める。
初めての仕事を教える時はとにかく手順を覚えて行動させる(仕事だから当然行動してる)。
初めての仕事を教える時はとにかく手順を覚えて行動させる(仕事だから当然行動してる)。
で、
何を思ったかというと、どうやって教える?
俺の行動じゃなくて、相手の行動じゃんって思った。
わからないと私は、とにかく「聞く」。
若いころはプライドもあったが50歳ころからプライドが無くなった?
解決手順は以下の順。
・人に聞く
・人のを見る。観察する
・ネット検索や本で調べる
・止める。あきらめる(諦める)。
聞くのは最も手っ取り早いが、注意が必要である。
それは受け身。
この他は、自ら行動するので解決しなくても何かが自分のものになる。
また、聞くだけで行動しなければ自分のものにならない。
それは受け身。
この他は、自ら行動するので解決しなくても何かが自分のものになる。
また、聞くだけで行動しなければ自分のものにならない。
(聞くのは行動だから聞いた内容は解答より覚えている。能動は記憶する)
三歳児くらいかな、「父さん、あの~ね???って何?」「へー」「????って何」って、聞くだけ聞いて覚えようとしない。会話自体が楽しくてしかない年頃。聞くだけならこれに近い。
まず、人に聞く事は必ずするが、
聞く人がいない
とか
聞いてもわらないことがある。
だから、
見る、観察。
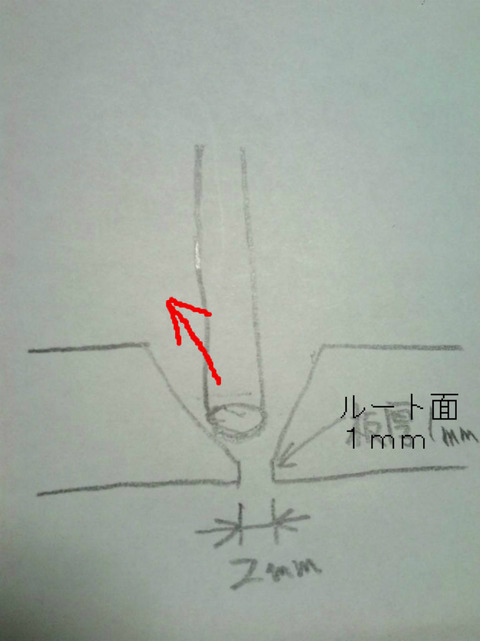
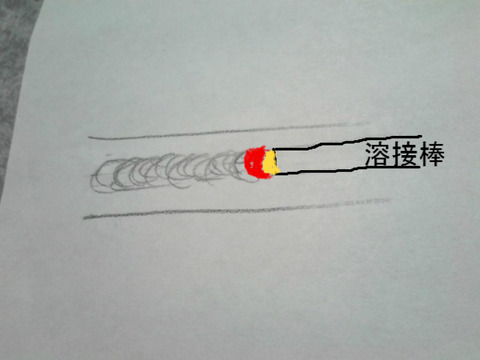
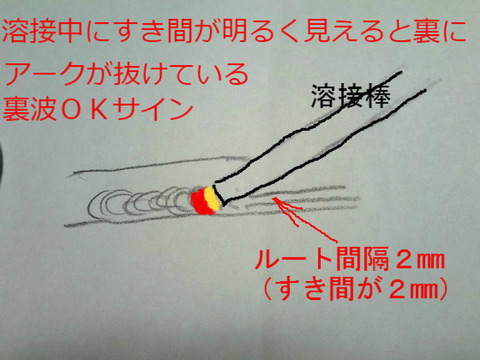
溶接なんかは聞くだけではだめだ。
見て、やってみる。
三歳児くらいかな、「父さん、あの~ね???って何?」「へー」「????って何」って、聞くだけ聞いて覚えようとしない。会話自体が楽しくてしかない年頃。聞くだけならこれに近い。
まず、人に聞く事は必ずするが、
聞く人がいない
とか
聞いてもわらないことがある。
だから、
見る、観察。
溶接なんかは聞くだけではだめだ。
見て、やってみる。
で、
最後の「止める」。やめる。
結構、エエカンジ。
無理なものは止めることで自由な頭脳と時間が増える。
という本当の止めるというのもあるが、「やり直す」こともある。やり直しは1回目より相当早くできるし、2回目はもっと早く、効率的になる。この繰り返しが技能アップにつながる。
2度目、3度目の方がいろいろ見える物が多くなる。
あきらめるとは、余計なものを排除することにもなる。
あきらめることによって、シンプルに簡単な方法が見つかるはずだ。
でも、
だめならホントにあきらめる。
ある程度やってみてあきらめる時の開放感は大好きだ。
ここで
「あー。やっておけばなー」何んて考えない。
止めるのが最高。
結構、エエカンジ。
無理なものは止めることで自由な頭脳と時間が増える。
という本当の止めるというのもあるが、「やり直す」こともある。やり直しは1回目より相当早くできるし、2回目はもっと早く、効率的になる。この繰り返しが技能アップにつながる。
2度目、3度目の方がいろいろ見える物が多くなる。
あきらめるとは、余計なものを排除することにもなる。
あきらめることによって、シンプルに簡単な方法が見つかるはずだ。
でも、
だめならホントにあきらめる。
ある程度やってみてあきらめる時の開放感は大好きだ。
ここで
「あー。やっておけばなー」何んて考えない。
止めるのが最高。
—————-
だいたい
やってるので、悩むことはないわな。
悩んだり、迷ったりするのはやってないから、
「迷ったら、やってみる」
情報が少ないために迷うことが多い。
好みの女性がいて、声をかければ悩むこと無いわな。
声をかけないから「あの時、あーしとけばよかった」って考える。
ヤラなかったことなのだから余計なこと考えない。
やってないんだから思うことはすべて無駄な思い。
せいぜい、「ヤルにはどうするか」ならいい。
ヤラない場合は、積極的にヤラないことに決め、STOP。
ウジウジしない。
止めるのが最高。
これを息子に言うとね~。ニュアンスが伝わらない。