基本プールしか見ない。プールの形 とプールは広がるのでその中のどこを狙うかも大切。
TIGはプール(溶融池)を見る、プールの形を知るのに最適だわ。
プールが小さい時のプールの盛り上がり、ある程度プールが大きくなった時の周りの影(凹み)やプールの波、対流、浮遊物?なんかを見るには遮光番号があってないと疲れます。
プール(溶融池)の形がわかれば、残るビードの形もわかる。プールの上下左右を見ればどの位置にどんな大きさでビードができているかもわかる。
プールはアーク光の下にあるので上から見る場合は、アーク光の向こう側のプールを見ることになる。
プールが見やすいのはTIG溶接。次が炭酸ガスアーク溶接。被覆アーク溶接はフラックスが多すぎ、フラックスがプールの上にのってプールの形なのかスラグ(フラックスが溶けたやつ)の形なのかわかりにく、低水素系LB-47 などスラグが硬いとプールとスラグの区切りが見えるがイルミナイトB-14 はスラグ水みたいによく流れるのでわかりにくい。
プールとアーク光が区別できない状態では溶接はうまくならない。あたりまえ。
まぶしい順
アーク光 白色に見える
プール(溶融池) オレンジ色に見える
アーク光とプールの区別ができてますか?
光るのは、この2つ。1つじゃなくて2つです。
母材は、アーク光で強く照らされた範囲が見えればいい。それと、プールの周りの母材もプールの溶け具合で見える。プールで2つの材料が溶け合っている所やプールの端が見えればいい。
母材は基本的に見る必要なし。母材の形など見えなくていい。見えたらいけん。
母材の全体がよく見えるはおかしい。きっと、眩しくてプールとアークの区別もできてないはず。
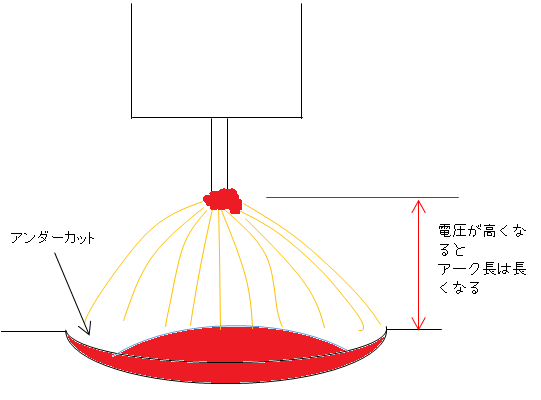
目は紫外線 、赤外線 にやられます。だんだん下手くそになるのはアーク光で目が焼けて見えなくなるため。若い人は目の瞳孔の調節もよくできるので初めのうちは何とか見えるがだんだん疲れて見えなくなる。「午後になると下手になる」ってやつ。長いビードをひく場合にスタートと終了時でも見え方に差があることがある。JIS検定試験ではTIGや手棒はビードの長さが150mm、炭酸ガスアーク溶接では200mm。この長さで最初はいいが、後半だめ という方。遮光番号を上げましょう。また、後半がだめという方は目の位置が動いていないかも、スタートでは電極の先が見えるが、頭の位置が同じだと後半はノズルで電極の先が見えなくなるでしょう。
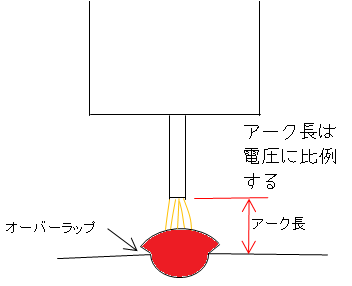
アーク光は見る必要無し 。邪魔でもある。特にアーク光の向こう側のプールを見るのは太陽の近くを飛ぶ飛行機を探すのに近い。このイラストは現実とは違う。イラストではどちの飛行機もクッキリ見えてる。
現実は、赤い飛行機 は、太陽を手で隠せば何とか見えるが、青い飛行機 は濃いサングラスでも見えない。遮光番号13はいる 。
溶接でもアーク光の向こう側を見るには遮光番号を13以上にしないと見えないとと思う。私は、20代の時13番を使っていた。
見にくいのは2種類ある。
暗くて見えない
明るすぎて見えない。眩しい。
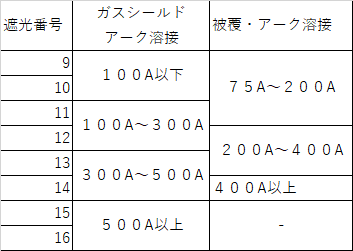
溶接の場合は、2の方が多いのでは?。だから、遮光番号を上げるのです。溶接で遮光番号9だとプールすら眩しい(100A)、アーク光はさらに眩しく、肝心のプールとその周りも見にくくする。若い人は遮光番号11や12でもいいと思う。私は10か11かな。数値が高い方が目に優しいからなるべく上げましょう。
JIS T8141では基本的に100Aより下が遮光番号10、100Aあたりから遮光番号11。200Aだと12でしょう。CO2/TIGは、ガスシールド。まぶしい。
「目が悪いから」って、近眼とは関係ありません。まぶしいさです。
プールを見るには
プールより明るいアーク光が見えるくらいの遮光番号を使うと、プールは必ず見えます。アーク光がどれか分からない人は遮光番号を12,13番くらいにするとアーク光とプールの区別 ができる。プールの形が溶接の結果になります。何度やっても上手くできない方は、プールの形やプールを作っているTIGなら電極先端、炭酸ガスならワイヤの先端の位置が見えてません。遮光番号を上げてアーク光の位置を確認しましょう。
遮光番号を下げるのは、「暗く てアーク光しか見えない」場合だけ。プールが見にくい=遮光番号を下げて明るくする。って考えは無くしましょう。
こっち では、アーク光、プール、キーホールを色として説明してる。
溶接ベテランのおじいしゃん(失礼、私もだが)が使っている溶接面を渡され「やってみ!」と言われて初めて溶接をした若者諸君。若い人は目がいいから初めは何とかみえるが、絶対に遮光番号を上げよう。おじいしゃんに悪気は無い。おじいしゃんは、通常、9番、8番なんかを使う。ベテランすぎてプールをしっかり見ないか、目の衰えで眩しくないのです。畑によく出るおばあちゃんは白内障 の手術を早めにするでしょう。