機械板金加工は、加工の工程で何に気づくのかが重要だと思う。(仕事はどれもそうかもしれません)しかも、こうしたことは毎日できます。いざという時?、人が今までの経験から何とかして作る。これと新しい機械、機器を買って生産アップ … “曲げ加工で技能アップのための測定器(人は面白い)” の続きを読む
機械板金加工は、
加工の工程で何に気づくのかが
重要だと思う。
(仕事はどれもそうかもしれません)
しかも、
こうしたことは毎日できます。
いざという時?、人が今までの経験から何とかして作る。
これと
新しい機械、機器を買って生産アップは
売上が上がらないといけないし、
機械を買うって年に1回もない?のでチャンスは少ない。
一方、
気づきは、
いつでもできる。
意識を向ける
とか
注意を向ける
とかの
具体例を工場長が作業工程ごとに説明すると思う。
その人が初めての作業なら
安全が第一で、
さらに、
作業のポイントまで言う。
で、
たくさん言っても安全のことがボケてくるので
初めはあまり多くのことが言えない。
そこで、
作業に慣れてきたタイミングで
作業のポイントを言うのがいい。
しかし、
本人からすると「できてるんですけど」と、
作業ポイントの内容がボケるし、いまさら聞きたくもない。
嫌な先生の担当の科目は成績が上がらないように
気持ちが入らないと
作業ポイントも入らない。
技術が進歩しようが、人はなかなか変わらない。
だから
人が面白いんですね。
以上、
つぶやき
ツール、仕組み、機器があると
「口だけ」より教えやすい。
視聴覚教材ですね。
で、、
気づき のための ツール
を並べてみます。
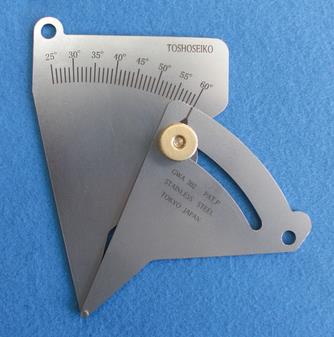
・角度ゲージ(スプリングバック体感ツール)
加工中にセンサー(動画があります。プレスブレーキで何度か押さえているのが自動っぽい)
が測定して特定の角度にする方法が完全な自動化だ。
こんなのがあるとスプリングバックなんって知らなくてもいい。
でも、動画がおもしろい。
さて、
曲げ加工でスプリングバックの知識は必要です。
90°曲げでも、一時的にもっとキツく曲げないと90°にならない。
このツールがあると、この現象を目で確認することができる。
角度ゲージがあるとスプリングバックなどを予想しながら曲げ作業ができるかも。

こちら
溶接の角変形の測定も使える。便利。
精度0.1度。5千円から2万円くらい。
スマフォも使える。
スマフォのアプリに角度計・分度器をインストール。時たま鉄板に当てます。

これは溶接で開先角度のゲージだが、プレスブレーキの台にのせれば使える。
こちら
90°曲げならスコヤが使えますが、
結構、デジタルな分度器ってあります。
・内Rゲージ(内R体験ツール)
内Rゲージは2種類いる。
内側のRが小さい方が箱など組み合わせるときに有利です。
だいたい、Vが板厚の6倍で板厚の0.7倍。

こちら
・外Rゲージ
上と同じ。だいたい板厚の2倍。
5千円くらい。
測ってみないと内側にRがある。外側にもRがあるって、どの程度なのか分からない。
・デジタルノギス(伸び体感ツール)
曲げる前の寸法と曲げた後の寸法など測定に必要です。
曲げによる伸びを意識させるにはこれが必要です。

こちら
購入時期によって板厚が結構違う。
たまにしか買わない板だと、デジタルでないノギス(0.05単位)で0.1くらい違う時もある。
板厚は、曲げの角度にメチャ影響します。
1万円。
・USB顕微鏡(曲げ変形、切断面体感ツール)
曲げ部、切断面、だれ、バリなどの観察
200倍まである。
パソコンが必要だが、ちょっとした顕微鏡だ。
コードに照度(ランプの強さ)を変更できて、シャッターも付いてる。
ピントは手動。
オートフォーカス付きだと万単位になる。

こちら 3千円以下。