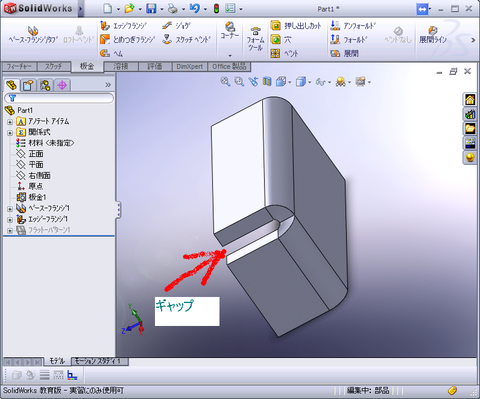
こちらのヘルプにベンド許容差の説明がある要は「中立線の円弧長」。
簡単に言えば伸び代のことを言っている。
ベンド許容差を伸び代だと想像できるだろうか?
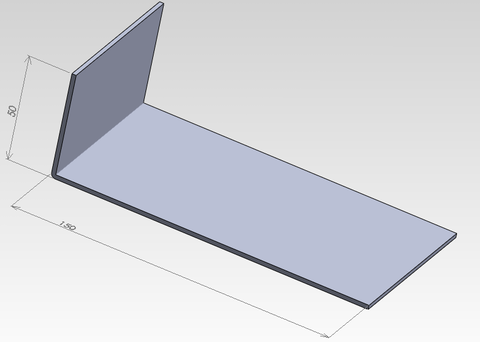
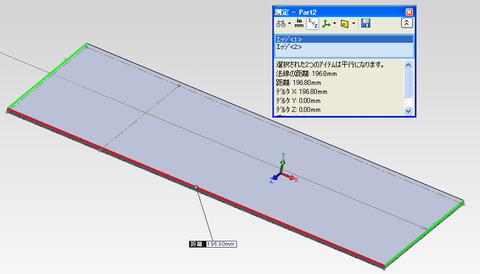
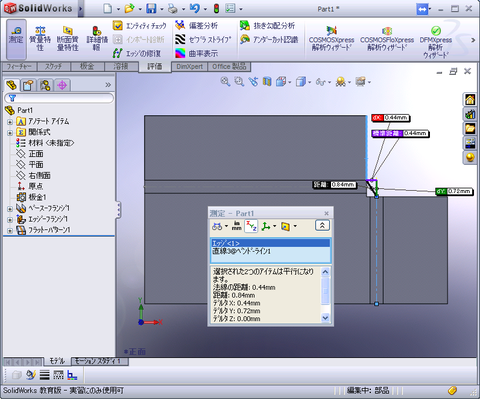
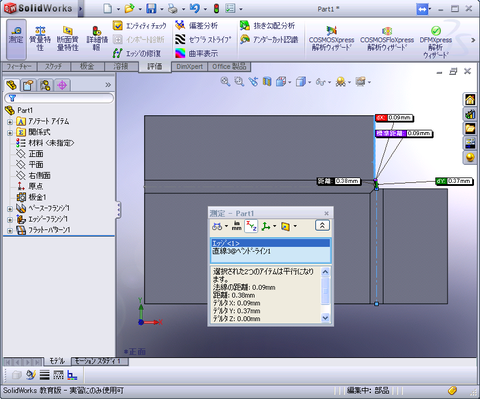
伸び代は、曲げたフランジの外寸を測り、2つのフランジの合計ー展開時の寸法を2で割る。
簡単に書けば以下の関係だ。
曲げた外寸の合計>展開図
普通に考えれば何てことないことだが、言葉は難しい。
ベンド=曲げ
許容差?。だいたいの範囲で誤差があると考えればいいのか?
もう一度、
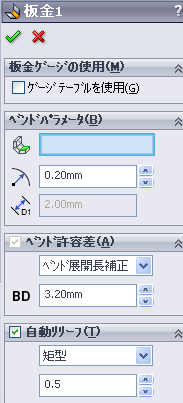
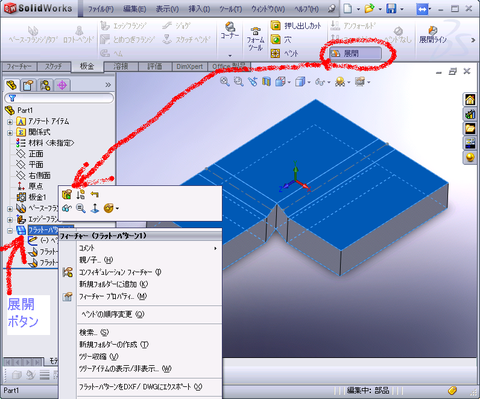
Solidworksでは、ユーザー定義ベンド許容差というものがある。
「ユーザー定義」というのが付いている!!。ベンド許容差は、その中の一つだ。
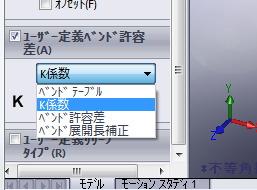
「ベンド許容差」と「ベンド展開長補正」の2つがややこしい。
また、
「K係数」や「ベンドテーブル」もある。
一番簡単なのは、「ベンドテーブル」だろう。単なる表だ。
私のPCでは、以下のフォルダにExcelファイルやsample.btl(テキストファイル)ある。
C:\Program Files\SolidWorks\SolidWorks\lang\japanese\Sheetmetal Bend Tables
「ベンド許容差」と「ベンド展開長補正」の違いについてのマニュアル。
AとBの測り方が違うので違いは説しにくが、
(「ベンド許容差」は測定不能だから説明すらいらんだろー)
きっとこうなるだろう。
ベンド展開長補正=伸び代=A+B-展開長
伸び代は、ベンド展開長補正のことだった。
ベンド許容差は、曲がっている所の長さで、
ベンド許容差=展開長ーA+B
なんでややこしいかの?
ベンド展開長補正のAやBがベンド許容差のAやBと違う測り方をしているためだ。
AとBを両方とも直線部分となるように計算式を作り直したい。
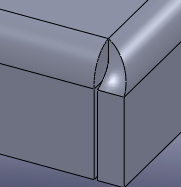
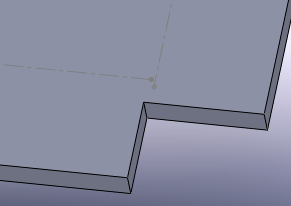
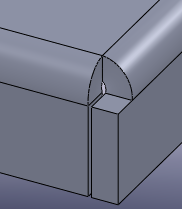
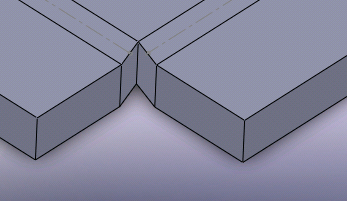
外寸で図っているAは、以下のようになる。
外寸A=A+板厚
ここの②と③の図も参考にしてほしい(お借りします)
AとBを曲げを含まない長さとすると、
ベンド展開長補正=伸び代=A+B+板厚+板厚-展開長
ベンド許容差=展開長ーA+B
この式なら比較しやすい。
以下のように要約できる。
・ベンド展開長補正は、伸び代。伸び代は昔から言うことばなので理解しやすだろう。
・ベンド許容差は、曲がっている所の長さ。こっちがややっこしい。ただ、内Rが大きい場合はこっちの方が計算しやすい。
現場的には、「ベンド許容差」は使えない。
どうやって測るの?。
よって、「ベント展開長補正」が使える。
皆「ベンド展開長補正」しかしてないでしょ!!アマダのAP100がこれだし。
ただ、
内Rが板厚の5倍以上の時は伸びはない。こんな場合はベンド許容差が理解しやすのか?
しかし、ほとんどが90°曲げなのでベンド展開長補正がつかいよいと思う。なんたって伸び代だから。
ところで、
ベンド許容差のAとBは、どうやって測るのだろうか?。(曲線部分を排除したのがA+Bということになる。)
また、
疑問符を付けてしまった。
「ベンド許容差」って使わん。って決めた方がいいんかな。
ソリッドワークスのヘルプ
こっちの方がわかりやすい