熱伝導率は鋼の1/3。溶けやすい。溶接◎
熱膨張係数は鋼の1.5倍。歪むので対策がいる。溶接✕
SUS304はスプンに使われる18-8ステンレス。スプーンやフォークの材料。
ソリッドワークス/SolidWorks、AP100、プログラム、TIG,CO2,手棒、板金

TN-Fの一層目の裏波(以前の投稿)。スタートで溶融の量が足りなくて棒を2,3回入れるがその後は棒なし。ルート間隔は1mm、ルート面は1mm。電流は70-85A。
「あぶりだし」の練習は、プールの周りのエクボ/アンダーカット/凹みが確認できればいいので、まずは、平板でビード置きのように練習するのがいい。ビード置きでプールの凹みを観察できるのはTIGだけ。
ティグ溶接の場合は、初めからバックシールドを使ってビード置きの練習をするのが良い。プールの周りの凹み具合とプールの動きは裏波に関係するので、早い段階でプールの観察をすることを身に付けるのが良い。板厚はTN-F板厚3mmでビード置きの練習をする。
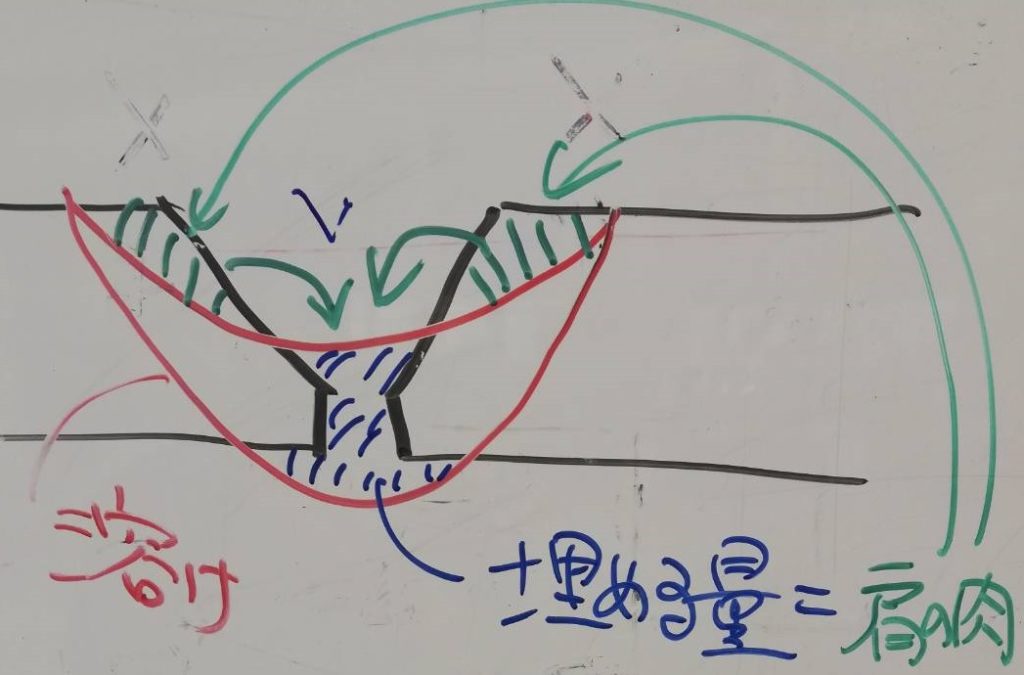
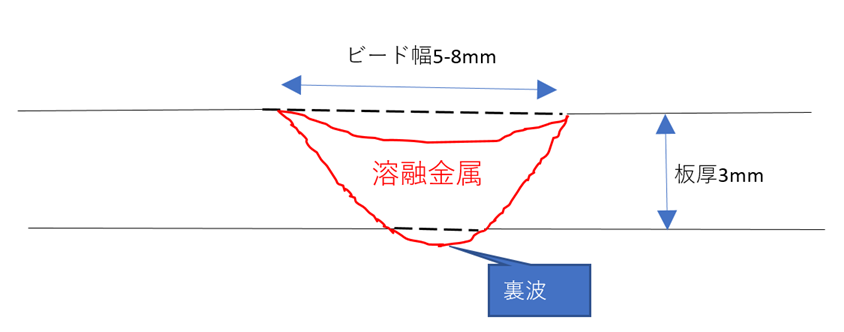
下図は赤い所が溶けて裏に出ます。凹みの大きさで裏の出方が決まるので、結果的にビード幅で裏の決まる。ウィービングでビード幅を広くしてはいけませえん。下に落ち込む必要があるのでストレートでじっくり待ちます。
「日本溶接協会 受験の案内 PDF」で検索
正しい極性とその逆の極性がある。
炭酸ガスアーク溶接/CO2溶接だけが逆極性。だから母材よりワイヤーがよく溶ける。だから溶込み不良になりやすい。溶接としてはダメだから逆極性。
TIG溶接では、トーチがマイナスの正極性。被覆アーク溶接は交流なので60Hzの名古屋以西では1秒間に60回、正極性(溶接棒がマイナス)の時がある。エンジンウェルダーの場合は直流だからずっと正極性。
正極性は母材の方が良く溶ける。溶接にはいいね。だから正極性。
以前、「半自動/炭酸ガス/CO2溶接は溶融プールの先頭にアーク」という題名で書いた。200A以下の短絡移行/ショートアークの場合は母材を狙わなあかんという話。
半自動溶接/炭酸ガスアーク溶接の仮付は、電流を高めにしないと簡単に外れる。
被覆アーク溶接/手棒の場合も高めの電流で仮付をする。しかし、滅多に溶け込み不良はない。
きっと、逆極性と正極性(逆だから溶接としてだめ)のためか。炭酸ガスアーク溶接は、逆極性、被覆アーク溶接は正極性のタイミングがある。交流なので一秒間に60回ある。TIG溶接やエンジンウエルダーの被覆アーク溶接は常に正極性
炭酸ガスアーク溶接が逆極性(こっちもか)とは、ワイヤーがプラス。ここでは、
DCEN (Direct Current Electrode Negative) 直流棒マイナス
DCEP (Direct Current Electrode Positive) 直流棒プラス
溶接として正しい正極性が棒マイナス、DCEN
溶接として間違い?な逆極性が棒プラス、ECEP
炭酸ガスアーク溶接は、棒がプラス。プラスの側がよく溶けるので炭酸ガスアーク溶接は、母材よりワイヤーがよく溶ける。TIGは正極性で母材がよく溶ける。

本来なら溶けにくい方、どっちが溶けないかを予想。ここの例なら、下の板の方が板厚が厚いし、板の中の方なので全周に放熱するので立板より溶けにくい。立っている板は、板厚が薄いし、板の端なので放熱できるのが上方向だけなので溶けやすい。
だから、
下を狙って溶かせば勝手に立て板は溶ける。
が、
溶け込み不良の確認をしたいので、あえて、立板を狙ってしかも溶け込みが浅くなる押し(前進法)でビードを乗せつ。ホンマに乗せるって感じ。アークは常に母材ではなくプールの進行方向の逆を狙う。ん、ややこしいか、ビードの上を狙う。溶けた溶着金属/プールが母材に落ちる乗る感じで溶接です。溶接スピードが超遅い。座布団をひいてるのですね。溶け込み不良の典型やってます。良く言えば丁寧な溶接です。150A程度/短絡移行/ショートアークの電流でゆっくりするとよく溶けると思っている方、素人/普通の人です。日常で火をつけるとなると同じ所に長ーくって。思うのが普通ですもんね。
下図の黒い面は座布団、溶け込み不良。溶けてませんってことで黒色です。一部、破断面は、キラキラ、ステンレスような色、白色。白はチギレタので溶接できてた。

見た目ではとっても溶接。炭酸ガスアーク溶接はねー。被覆アーク溶接(手棒)ではこんなことはないわ。交流で半分は正極性のタイミングあるから。
ま、溶けにくい方を狙う。下図だと下の板を狙う。そして、プールの先頭にアークと飛ばす。溶けにくい方を溶かすための電流(下の板を溶かすための電流値)が必要です。

いろいろ書いたが2層目を低く、真ん中が高くても開先の肩/角は残す。十分に残す。肩の溶け方は、平の母材の溶け方と明らかに違う。だから、その肩の溶け方の特徴が、ウィービングで肩で止まっている時に特徴ある溶け方をしていればOK。光のコントラストとか遮光番号とかいろいろ書いたがこれなら大丈夫だろう。
最終層はアンダーカットにならないように十分に肩を溶かす。
裏波専用の溶接棒、LB-52U神戸製鋼さんの被覆アーク溶接棒です。
70Aでもアークが切れないようにするには時たまアーク長を長くする。
アーク長を長くすると電圧が上がる。そのため、アークが切れにくい。
近づけすぎ、アーク長が短すぎると電圧が下がってアークが切れやすい。