ラベルを見る溶接すればわかる。溶接するにはワイヤを取り付ける必要がある。 折ったらわかります。フラックス入りワイヤはペンチなんか使わなくても簡単に切れます・折れます。(フラックス入りは、溶接機ではコアードと書いてあること … “フラックス入り(コアード)ワイヤーとソリッドワイヤーの見分け方とJIS検定試験ではどっちを使う?” の続きを読む
ラベルを見る
溶接すればわかる。
溶接するにはワイヤを取り付ける必要がある。
折ったらわかります。
フラックス入りワイヤはペンチなんか使わなくても簡単に切れます・折れます。
(フラックス入りは、溶接機ではコアードと書いてあることが多い。コアラ、だっこからきてるんでしょう。)
フラックス入りワイヤを送給装置から外すことってめったに無いけど。
外したらわかります。
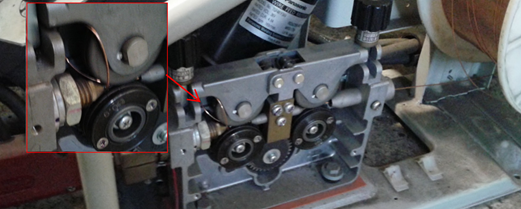
下がワイヤ送給装置。

リール(白い丸っぽい)を外し、ワイヤがゆるまないように引っ掛けます。下の写真。
フラックス入りワイヤの場合はこの引っ掛けるのに極端に曲げるとワイヤが切れる。
私は、車に積んで運んでいる途中に勝手に外れるので、荷造りテープで貼り付けてます。

フラックス入りワイアを手で折る。左側2つ。右はペンチで切った。
ソリッドワークスは、ペンチでないと切れません。
フラックス入りワイヤを手で切るには、一箇所を極端に折り曲げ、反対方向にも折ると切れます。
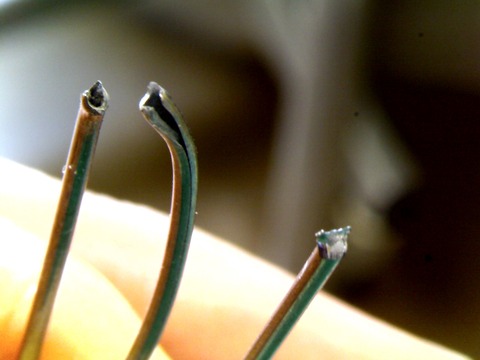
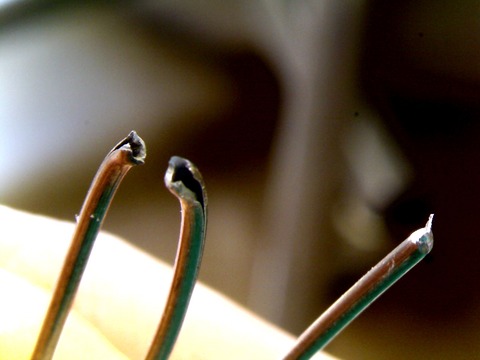
Φ1.2のワイヤです。
フラックス入のワイヤは150A以下では使わないかな。
基本的に薄物はソリッド。100A程度の低い電流だわ。
JIS検定は、ソリッドがいい。(厚板はソリッドだと時間がかかるから?)
フラック入はフラックの巻き込みの可能性がある。
ソリッドみたいに電流を下げると失敗します。
大体、見た目が良く、スパッタ処理が楽なのでフラックス入を使う。
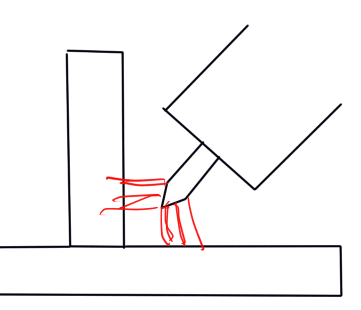
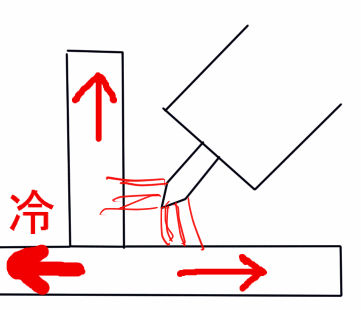
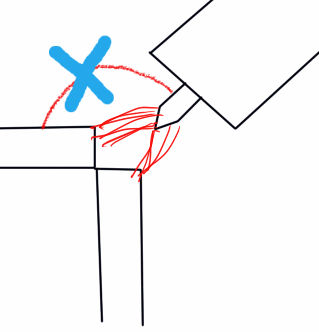
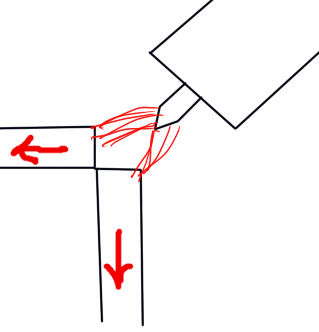
検定では、見た目以上に強度重視だからソリッド。特に、電流が低い時はね。 どうしてもフラックス入りを使う場合は全部引き(引き角、後退法)で、押しはフラックスを巻き込みやすいので禁物です。だから電流は高く、ソリッドの1.5倍以上の電流。
よって、
強度(JIS検定)は、ソリッド
見た目、スパッタ掃除簡単は、フラックス入り 。JIS検定に使うなら電流は高く高く。
このサイトで書いている電流値のほどんどはソリッドの話。フラックを使っている方は、電流を1.5倍?+100Aくらいと考えて下さい。
フラックス入りはワイヤー送給装置のローラーの圧力にご注意。ソリッドは締めすぎOK。フラックス入りはもともと手で切れるくらい弱いし、バネをキツくすると楕円になり、送給がガクガクします。下手するとローラの所で座屈します。
パナは圧力の目安に目盛り付いてる。

フラックスワイヤーを使う場合は、めちゃくちゃ緩める。滑りだしたら少し締める方に回す。これで完了。