TN-F 1層目棒ありはこっち。
TN-FはステンレスSUS304板厚3 100x150。長さ150のTIG溶接を通常2層でする。
1層目70-85A スタートだけ溶接棒を使うかも
2層目60-70A ウィービング 溶接棒使う
電流は溶接機によって違う。
(JIS溶接検定試験を受ける場合は会場の溶接機、メーカーによって違う。特に電流のメータやデジタル値だけで判断してはいけない。捨て板にアークを出して確認すべき)
棒なしで1層目の溶接を共付/なめ付け。
メルトランともいうらしい。「流し」とか「ドンツキ」、「あぶりだし」という人も。溶接棒を使わないという意味で「共付」とか「なめつけ」でもいい。
溶接棒は穴が空きそうなら使う程度。始端だけ。だから1層目は楽。粘いステンレスの手法で、サラサラの鉄はできない。
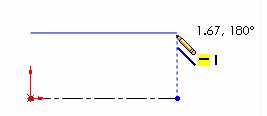
ルート面0.5程度。この大きさと裏波は関係なし。目違い、段差対策なので大き目の方がいい。
ルート間隔1-0.5。
気持ちは1mmの方がいいかも。仮付前が1mm。
仮付時に挟む板又は溶接棒で1.2mmとか1.6mm程度。
仮付後にすき間がある程度ないとブツカッて段差になる可能性がある。
さらに、
ルート面があった方が尖ったもの同士のブツカリに比べ段差、目違いになりにくい
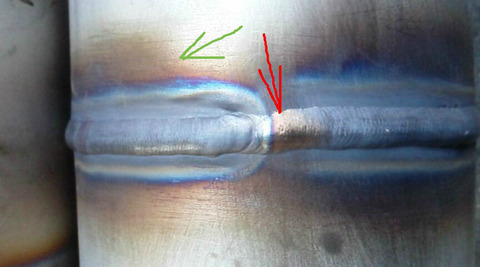
こちらによると0.5の目違いが20以上あると不合格。
目違いの対策
・仮付は10mm。しっかりと。端から15mm以内。
・スタートの仮付を溶かさない。2層目で溶かす。
(せっかく、一定のルート間隔で固定しているのに仮付を溶かすと外すようなもの)
・ルート面を大きく作る
・ルート間隔を0にしない。。
・両方の板の入熱を同じにする
(ステンレスなので溶接後の焼け具合、焼け幅で判断できる)
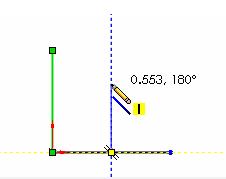
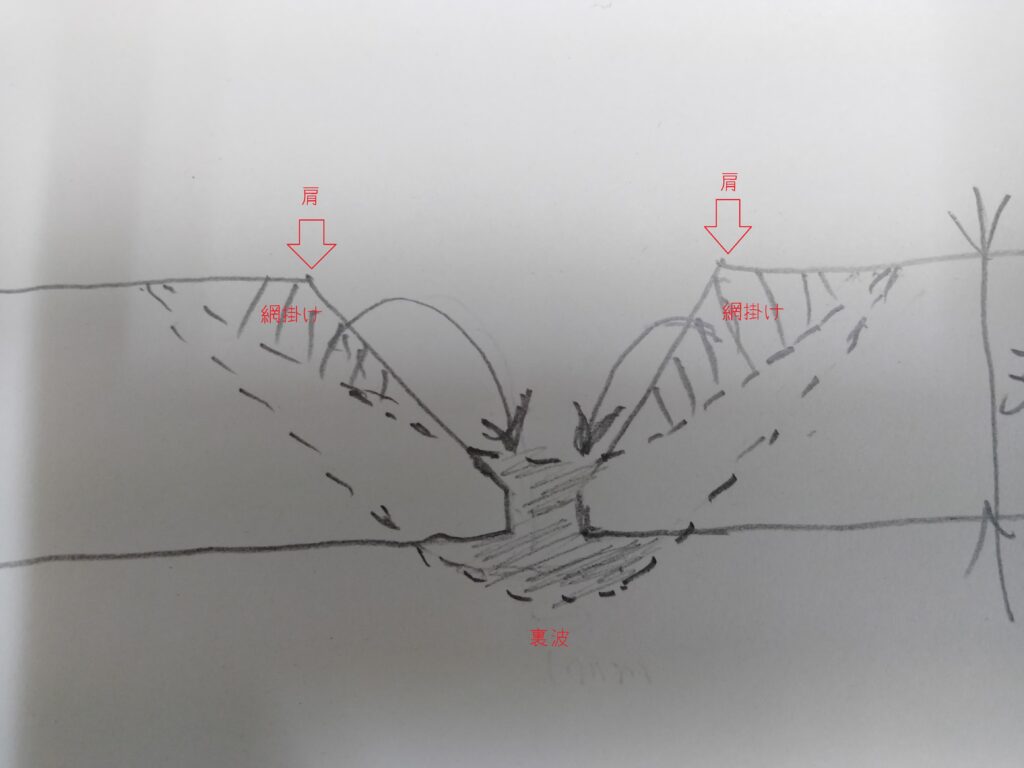
斜線の網掛け部分が裏波の溶融金属(軽く塗りつぶしてる所、中心下)になる。点線のVが開いたような所が熱で溶ける所です。
裏波溶接は、
70Aであるスピードで
完璧に止まって大丈夫。穴が空くことはない。
ただし、アーク長は1mm。アーク長が長いと70Aに設定していても60A以下の熱しか入らない。アーク長が長いと電流を設定する意味が無くなる。
とにかく近づければ近づけるほどよい。
表のビード幅に比例して裏も出る。
では、
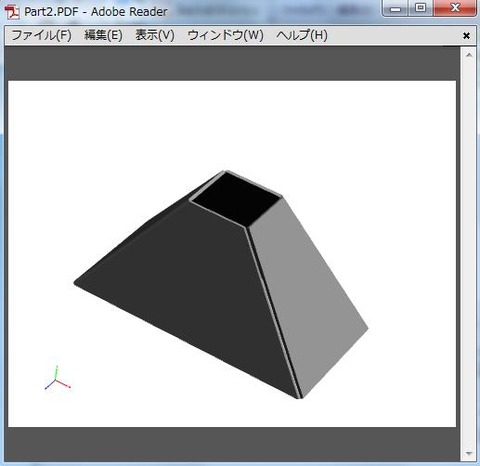
どのようなビード幅か(8mm程度)。下の動画は、板厚3mmのステンレスにバックシールドをして、5-8mm程度のビード幅で裏波が出ることを確認した。つまり、ビード幅で裏波の大きさが決まる。開先加工が有ろうが無かろうが。I形、開先加工なしでも裏波は出ます。
トーチを進めるとビードも進む
トーチの進みが早いとビードが広がる前に進むことになる。
この電流で停止してある程度時間をおくとビードの広がりがなくなる
表ビードの幅8mmで裏波が3mm程度の幅になる。
実際には
ビードの幅は溶接中は見にくい。
だから、
開先の肩なら見えるので溶ける様子を観察する。
(開先の肩は、ポイントです。意味が深い。プールの広がりって?見えない方。開先の肩なら見える。)
肩から左右に広がるプールは左右それぞれ2mm。ビード幅が5-8mmを目指す。)
トーチを進める、そして、止めてみる
トーチを進めてないのに開先の肩の溶けが進む場合は、スピードが早い。
ポイントは
開先の肩の溶けの広がり(進み)が止まったら、トーチを進める。
これが慣れたら
70Aならこのスピードという感覚や、ビード幅がわかってくる。
最終的にはビード幅で判断できる。
開先の肩の広がりは電流が高いとわかりにくい。
わかりにくかったらもっと電流を下げる。65A。
逆に、
ゆっくりなが面倒なら、
80-90Aくらいで流す。(この電流で裏が出ないなら早すぎ)
このぐらいの電流だとゆっくりスギルと太く、焼けが激しい。そうならないようなスピードにする。
焼けがひどくなスピードね。
ただ、
ルート間隔を狭くするのは試験対策。
ルート間隔を2.5mmにして、1層目から溶接棒を使えるくらいでないといけません。
でも、
絶対合格したいならルート間隔は0.5~1mm。仮付け時は1.2mmくらいで仮付。
溶接棒を使わない方が簡単。
当社は、電極がセリタン。
時たまするアルミにもそのまま使えるし。
もし、
トリタンを使うならアークが集中するので細いビードでも裏が出る。
ただ、いけないことがあります。
トリタンは放射能がでるんで。ここで危険性ユーチューブ。
昔は、トリタンの電極棒をポケットに入れていたなー。これ研磨した時に肺に入るといけないのです。
めちゃトガラシてた。鉛筆削りみたいに。
セリタンでは 赤鉛筆程度の角度で削る。
この表現。鉛筆や赤鉛筆をナイフで削った人にしかわからないなー。
赤鉛筆は、赤い芯の部分が長くなると簡単に折れるんです。
以下、
余計
製図では、鉛筆を削ったあとヤスリみたいなもんでさらにトガラスとか。
このヤスリみたいな製図用品
芯研器 製図は、鉛筆の心を平たくすることもあったなー。
ヤスリ?、サンドペーパーを固定して、鉛筆の芯だけを削る