正しい極性とその逆の極性がある。
炭酸ガスアーク溶接/CO2溶接だけが逆極性。だから母材よりワイヤーがよく溶ける。だから溶込み不良になりやすい。溶接としてはダメだから逆極性。
TIG溶接では、トーチがマイナスの正極性。被覆アーク溶接は交流なので60Hzの名古屋以西では1秒間に60回、正極性(溶接棒がマイナス)の時がある。エンジンウェルダーの場合は直流だからずっと正極性。
正極性は母材の方が良く溶ける。溶接にはいいね。だから正極性。
ソリッドワークス/SolidWorks、AP100、プログラム、TIG,CO2,手棒、板金

正しい極性とその逆の極性がある。
炭酸ガスアーク溶接/CO2溶接だけが逆極性。だから母材よりワイヤーがよく溶ける。だから溶込み不良になりやすい。溶接としてはダメだから逆極性。
TIG溶接では、トーチがマイナスの正極性。被覆アーク溶接は交流なので60Hzの名古屋以西では1秒間に60回、正極性(溶接棒がマイナス)の時がある。エンジンウェルダーの場合は直流だからずっと正極性。
正極性は母材の方が良く溶ける。溶接にはいいね。だから正極性。
以前、「半自動/炭酸ガス/CO2溶接は溶融プールの先頭にアーク」という題名で書いた。200A以下の短絡移行/ショートアークの場合は母材を狙わなあかんという話。
半自動溶接/炭酸ガスアーク溶接の仮付は、電流を高めにしないと簡単に外れる。
被覆アーク溶接/手棒の場合も高めの電流で仮付をする。しかし、滅多に溶け込み不良はない。
きっと、逆極性と正極性(逆だから溶接としてだめ)のためか。炭酸ガスアーク溶接は、逆極性、被覆アーク溶接は正極性のタイミングがある。交流なので一秒間に60回ある。TIG溶接やエンジンウエルダーの被覆アーク溶接は常に正極性
炭酸ガスアーク溶接が逆極性(こっちもか)とは、ワイヤーがプラス。ここでは、
DCEN (Direct Current Electrode Negative) 直流棒マイナス
DCEP (Direct Current Electrode Positive) 直流棒プラス
溶接として正しい正極性が棒マイナス、DCEN
溶接として間違い?な逆極性が棒プラス、ECEP
炭酸ガスアーク溶接は、棒がプラス。プラスの側がよく溶けるので炭酸ガスアーク溶接は、母材よりワイヤーがよく溶ける。TIGは正極性で母材がよく溶ける。

本来なら溶けにくい方、どっちが溶けないかを予想。ここの例なら、下の板の方が板厚が厚いし、板の中の方なので全周に放熱するので立板より溶けにくい。立っている板は、板厚が薄いし、板の端なので放熱できるのが上方向だけなので溶けやすい。
だから、
下を狙って溶かせば勝手に立て板は溶ける。
が、
溶け込み不良の確認をしたいので、あえて、立板を狙ってしかも溶け込みが浅くなる押し(前進法)でビードを乗せつ。ホンマに乗せるって感じ。アークは常に母材ではなくプールの進行方向の逆を狙う。ん、ややこしいか、ビードの上を狙う。溶けた溶着金属/プールが母材に落ちる乗る感じで溶接です。溶接スピードが超遅い。座布団をひいてるのですね。溶け込み不良の典型やってます。良く言えば丁寧な溶接です。150A程度/短絡移行/ショートアークの電流でゆっくりするとよく溶けると思っている方、素人/普通の人です。日常で火をつけるとなると同じ所に長ーくって。思うのが普通ですもんね。
下図の黒い面は座布団、溶け込み不良。溶けてませんってことで黒色です。一部、破断面は、キラキラ、ステンレスような色、白色。白はチギレタので溶接できてた。

見た目ではとっても溶接。炭酸ガスアーク溶接はねー。被覆アーク溶接(手棒)ではこんなことはないわ。交流で半分は正極性のタイミングあるから。
ま、溶けにくい方を狙う。下図だと下の板を狙う。そして、プールの先頭にアークと飛ばす。溶けにくい方を溶かすための電流(下の板を溶かすための電流値)が必要です。

二重認証も設定しても、WindowsにログインできればChromeが覚えているパスワードがそのまま使えてしまう。銀行関係はログインできたとしても問題ないがYahooなどのログインができるとメールや明細などが見えてしまう。
持ち運ぶ時にChromeから「ログアウト」すればいいのだができないという勘違い。いきなりはログアウトできないのね。
まず、右上のユーザーのアイコンでショートカットメニュー。
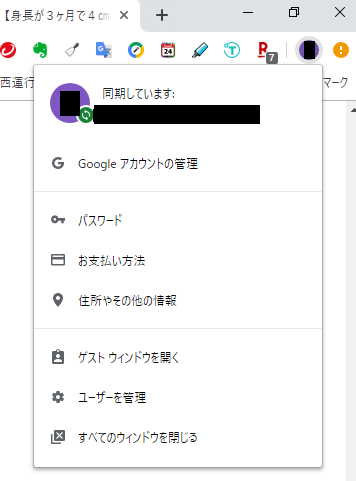
「Googleアカウントの管理」をクリックすると「ログアウト」がある。
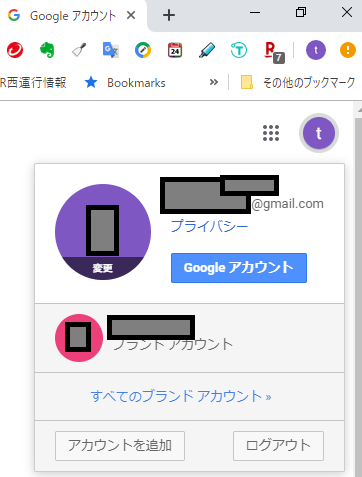
「ログアウト」があるがな!
ノートパソコンを失ったらハードディスクの中身は暗号化してないとだめ。Windows10のHomeなので暗号化できない?。ま、大切なデータは無いのでしないけど。とりあえずChromeのログアウトができればユーザー名とパスワードは現れない。
盗まれると管理者でログインする方法があるそうなので、出かける前にChromeのログアウトをするか。検索するとノートパソコンが無くなってからの端末の削除も可能だ。これのこれで「お使いのディバイス」一覧が見える。
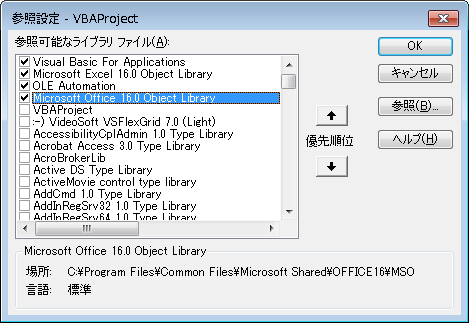
VBEを開いてイミディエイトウィンドウで以下を実行する。
?thisworkbook.VBProject.References.Count
4
?thisworkbook.VBProject.References(4).FullPath
C:\Program Files\Common Files\Microsoft Shared\OFFICE16\MSO.DLLVBProjectは、Excelのプロジェクト名、初期値。Referencesはコレクション。コレクションは1から始まる。図ではチェックが4つ。だから1から4までの数値を入れて調べればいい。
プロジェクトをVBAで操作するには、Excelのメニューのオプションで「セキュリティーセンター」「セキュリティーセンターの設定」「マクロの設定」「VBAプロジェクト オブジェクトモデルへのアクセスを信頼する」をチェックする必要がある。
いろいろ書いたが2層目を低く、真ん中が高くても開先の肩/角は残す。十分に残す。肩の溶け方は、平の母材の溶け方と明らかに違う。だから、その肩の溶け方の特徴が、ウィービングで肩で止まっている時に特徴ある溶け方をしていればOK。光のコントラストとか遮光番号とかいろいろ書いたがこれなら大丈夫だろう。
最終層はアンダーカットにならないように十分に肩を溶かす。
ExcelのVBAのコード用。Excel本体のように英語のフォントを選んでも日本語が使えるような二段仕立てのフォント対応ではない。コード用のフォントは日本語を含む必要がある。
Myrica (ミリカ)。ダウロードして使う。拡張子ttcをダブルクリックして「インストール」ボタンを押す。
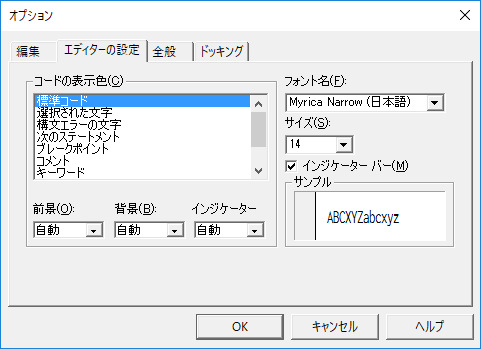
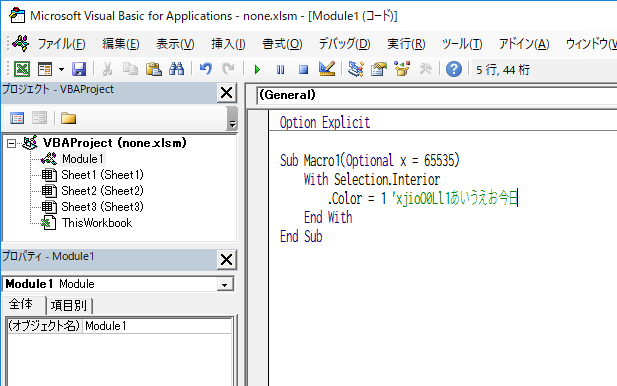
特に印刷すると違いがわかる。ややこしいのが、数字のいち、小文字のエル、大文字のアイ。大文字のおー、数字のゼロ。
1トンとは軽自動車の重量。普通車のノアが1.8トン。
ベンディング金型の耐圧1000kNは、100トンのこと。kNにしても桁数が多いわ。
SS400は400N、SS41kgの方がわかりやす。昔はSS41。中途半端なんで今の400の方が覚えやすいか?
単位はkgf。kgf=9.8N。9.8は約10として
1kgf=10N。10N=1kgf。1N=0.1kgf
Nは力、Paは圧力。
1N/mm²=1MPa
ベンディング金型だと単位がkN/m。
1000kN/m。=1000 000N/m。1000 00kg/m。1メートル当たり100,000kg。kgじゃなくて正確にはkgf。1トンは1000kgだか100トン。100トン/m。私にとってわかりやすい単位。m単位なら、kNを外して10で割る。1000kN/m=>100トン/m
123kN/mー>12.3トン/m。ton/m。
さらに、mとcm単位にする。
1mは100cmなので0.123トン/cm。結局、トン/cmにするには123kN/mの123を1000で割る123/1000=0.123トン。cm単位ならkNを外して1000で割る。123kN/m=>0.123トン/cm
1トン=10kN。最近のベンダー(曲げ機械)はNなので30kNなら3トン。
上下の金型に圧をかけて下型を固定するが、その時使うトン数は2,3トン。今なら20kN,30kN。
パンチの幅が小さい時は注意。できればcm単位で耐圧を知りたい。
300kN/mなら30トン/m。0.3トン/cm。
プレスブレーキの上下のダイとパンチを馴染ませてから圧力をかけて固定するが、
1cmの幅のパンチ一つなら0.2トン。ベンダーの単位だと2kN以下でパンチを2,3度上下してからダイを固定することになる。
ここでも書いてる。CamStudioPortableもある。Windows10で使っているがインテルのビデオドライバでmp4でも保存できるようだ。オリジナルはここ。
RecButtonもいいが、パソコンのよって動作がおかしいときがある。クリックがなかなかできない。コンパクトでffmpeg.exeファイルを同じフォルダに置いとけばmp4に保存できる。RecButtonはpaypalのサイトが何度も出るのが面倒。あとウイルスバスターはウイルスとして認識するようだ。
令和2年11月4日追記
今は手軽なフリーオンライン動画。ほぼ制限ありません。令和2年からYouTubeでもこれ。