
DM350→DP350パルス→P350
↓ ↓
M350 DL350
カテゴリー: 溶接
ルート間隔とはルートギャップというんだ
「溶接電流を高くして早く」と「電流を下げてゆっくり」
低水素系の飴ちゃんは綺麗な鋼板が好き
電撃防止装置が付いている被覆アーク溶接機でのアークスタートは、タッピング法とブラッシング法があるがブラッシング法がお勧め。タッピング法は押すからアメちゃんがボンドになる。だから、ブラッシング法。ただし、スラグがいっぱいの汚いデコボコの鋼板ならくっつかないからタッピング法も可。
次図は、冷えた状態で撮影したのでアメちゃんが黒色に見える。でも、溶けた跡が見える。

こっちにも書いてた。電流が高いとこのアメちゃんの問題はない。
問題は、低水素の裏波溶接棒LB-52Uで90A以下。
アメちゃんが付いたらアークは出ないが、アークスタートのチャンス。電流低くいとねー。一旦付かんとアークが出ないわ。
ビード継ぎ
N-2F 二層目のアーク長、被覆アーク溶接
溶接の因果関係 N-2F
裏波溶接、2(3)層目、最終層の順に因果
・裏波溶接・・・・・・・・・・・・
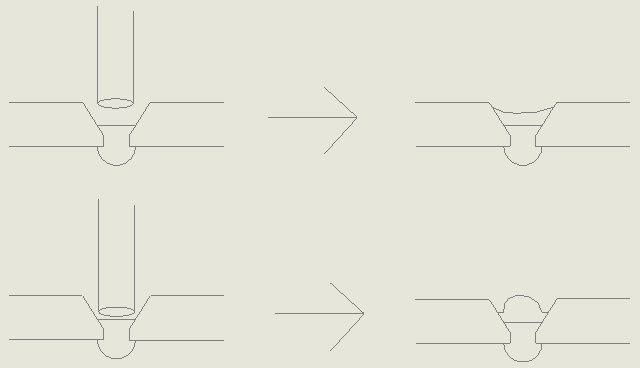
RG(ルートギャップ)と電流
裏波と電流
裏波とRG
裏波とスピード
裏波と角度
・2(3)層目・・・・・・・・・・・
(V溝にスラグが貯まるんだわ)
電流とスラグ
アーク長とスラグの先行
角度とスラグの先行
スピードとスラグの先行
・最終層 (3層目か4層目)・・・・・・・・・
(ここはスラグはたまらない)
電流と綺麗さ
スラグと綺麗さ
ウィービングの細かさと綺麗さ
スタート、終端の土手と綺麗さ
(終端処理はぐるぐる、一旦、終端までウィービングしてか15mm戻ってぐるぐる)。やる前に凹んでいる場合は先に埋める。終端の方は盛り上げとく。
アーク光は白色、プールはオレンジ色。キーホールは?
アーク光が最も明るい
次にプール(溶融池)が明るい
母材は黒
キーホールは黒色かな。大きめの赤線は、穴/キーホールの形がわかるように大きめに引いた。

プール(溶融池)であったであろう形跡
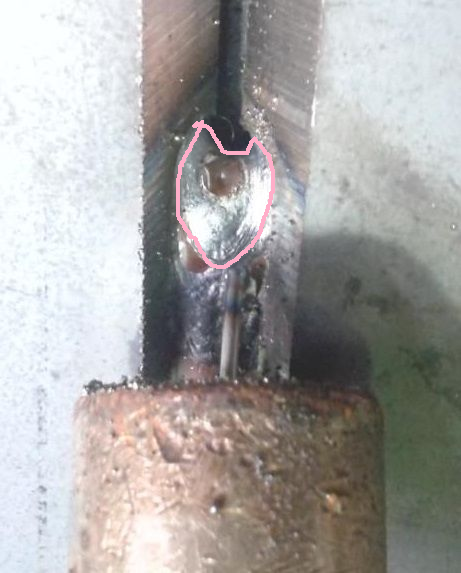
遮光番号は、プール(溶融池)がクッキリ見える遮光番号にする。アーク光は見る必要ない。アーク光とプールとの区別がつく遮光番号にしましょう。
炭酸ガスアーク溶接は、100A以上は遮光番号11番がJIS標準です。200Aだと12番がいいでしょう。