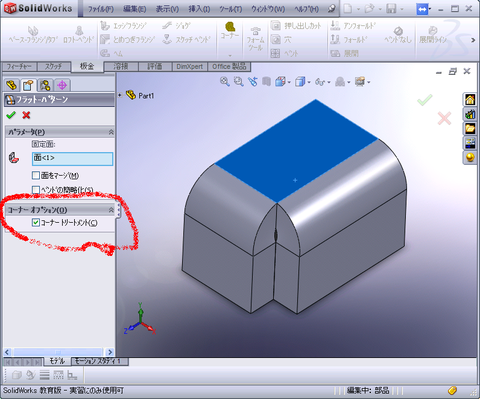
箱のフタを作る時などはめ込みの調整で曲げ線の位置を変更するとギャップの大きさが変わる。
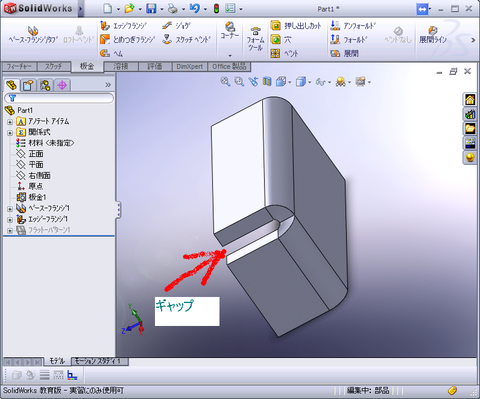
具体的には、プレスブレーキのバックゲージ(丸井工業ブログより)を調整するとギャップを変更できる。
曲げ線の位置が変わるので当然フランジの高さも変わる。
曲げ加工をする人は、曲げ線の位置で曲げた結果がどうなるか想像できないといけんね。
具体的には、プレスブレーキのバックゲージ(丸井工業ブログより)を調整するとギャップを変更できる。
曲げ線の位置が変わるので当然フランジの高さも変わる。
曲げ加工をする人は、曲げ線の位置で曲げた結果がどうなるか想像できないといけんね。
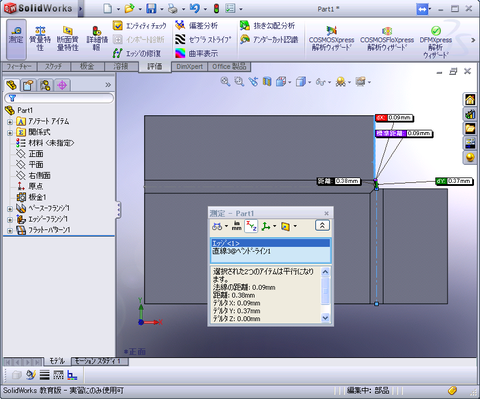
SolidworksではGに相当する数値を大きくするとギャップが大きくなる。
ところで、曲げの作業時点でバックゲージを下げてフランジを大きくするとギャップも小さくなる。
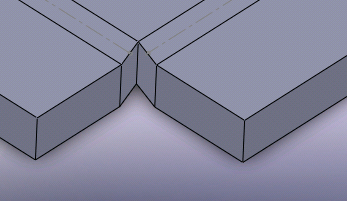
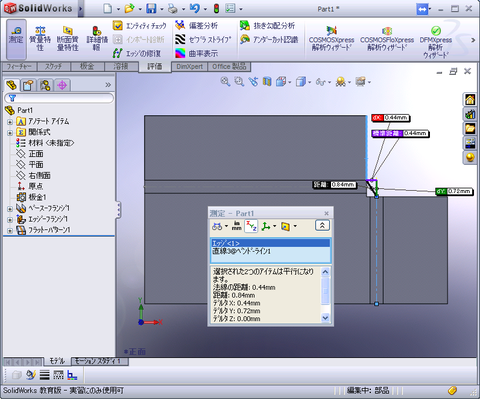
Gが0.5mmではdxが0.44mm
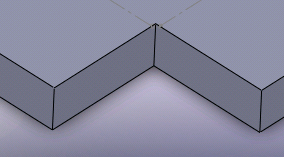
Gが0.01mmではdxが0.09mm。このGの数値だと、角がきっちり閉まっている。
G0.01mmはよく使う。アマダさんのガイドでもこの数値以上を使わないと板金モデルと使えないウンヌンとある。
下図は、Gが0.5mmではdxが0.44mm
下図はGが0.01mmではdxが0.09mm。見た目で曲げの位置(青色の線)が違うのがわかる。