鱗(ウロコ)。
手棒の場合は、アーク長が短い
半自動溶接なら電流下げて荒くウィービングでしょ
ソリッドワークス/SolidWorks、AP100、プログラム、TIG,CO2,手棒、板金

言及 及ぶたいていは、会話の中で気づきがある。あと風呂で気づいたらすぐに、タスクリストに記入今はスマフォがあるんで便利です。
被覆アーク溶接やTIG溶接はアーク長が変っても電流は変わらないように機械がしている。 炭酸ガスアーク溶接(半自動) は、突き出し長さを変えると電流が大きく変わる。電流を高めにしたければ、突き出し長さを短くする。電流を下げ … “溶接中に電流を変えれる半自動” の続きを読む
被覆アーク溶接やTIG溶接はアーク長が変っても電流は変わらないように機械がしている。
炭酸ガスアーク溶接(半自動) は、突き出し長さを変えると電流が大きく変わる。
電流を高めにしたければ、突き出し長さを短くする。
電流を下げたければ、突き出し長さを長く。
短くは、限界があるノズルが汚れたり、コンタクトチップが溶ける。チップにワイヤが溶け付く。
突き出し長さを長くするのは、シールドガスがきかないくらい、アークが切れるまで、できる。
角は突き出し長さが短くなりやすく、
溝、アングルを直角に突き合わせた内側から溶接する場合は、突き出し長さが長くなりやすい。
逆ならいいのにね。
角は溶けやすいので電流は下がってもいい。
隅肉は溶けにくいので電流は高めがいい。
今はイオンだが、以前はカルフール。フランスのスパー。普通のイオンには売ってない。鳥の丸焼き。以前は半額になってから買ったが、めったに食えんので正価。岡山にはない。最寄りは、尼崎市?
パス間温度 焼きなまし状態にしないためにパスごとに温度が下がっていることを確認して多層の溶接をする。 やらかくならないよにパスごとに温度を下げてから溶接すること。 1層目の後で 溶接用の手袋をしてアッチッチとならないくら … “焼きなまし(パス間温度)” の続きを読む
パス間温度
焼きなまし状態にしないためにパスごとに温度が下がっていることを確認して多層の溶接をする。
やらかくならないよにパスごとに温度を下げてから溶接すること。
1層目の後で
溶接用の手袋をしてアッチッチとならないくらい。
(手袋なしだとやけどです)
ここでは、200℃以下とある。
正確には赤外線放射温度計で測ります。
この多層溶接すると「なまし」てしまう意味がわかりにくいが、
ロウ付けで強度を確認する時にわかりやす例に気づいたんで以下。
ろう付けでSS400 □10を付けている。
強度を確認するためにパイプレンチで回してみます。
角材全体を赤くしてろう付けした場合は
このように全体がねじれる。きれいにねじれます。
上はパイプレンチで破断してます。
ガスであぶって赤い時にネジッた?ってくらいよくねじれる。

ろう付けする部分だけを赤くしてすぐにロウを流して冷やした場合
下の板に近い部分だけがねじれてます。
赤くした所だけがねじれる。冷えたときの話です。

角材は鍛造か何か四角くするために圧縮して加工することで四角にしている。
それを赤くして900℃近くまで温度を上げるのだから焼きなましのようになる。
これは、多層の溶接で繰り返し加熱して「なまし」をすると同じことになる。
加熱が長くできるTIG溶接は、焼きなましになりやすい。
溶接で材料を弱く、柔らかくしてしまうこともあることも覚えよう。
溶接してやらかくなることがある。
特に、炭素量が少ないSS材などは圧延して成形することで強度が増す。
これを溶接すると熱影響部は「硬くなる」のではなく、やらかくなる。
熱影響部は硬くなるって思い込んではいけません。
熱影響部は硬くなるのは、焼きが入りやすい材料のこと。
一般的に炭素量が多い。
S45Cなどの溶接後に急冷すると割れるということがある。
これは、「焼入れ」になる。
世の中の溶接のほとんどは炭素量が少ないSS材。
だから、なまる。鈍ることも知っておきましょう。
特に、この角材や形鋼のような成形した材料は弱くなる。
「この溶接機(炭酸ガスアーク溶接)は調子悪いよな」って、聞いてたんで、「古いからしょがないわ」って。現象は、・アークが安定しない。・ワイヤーが出ない時がある。・ボタンを押してもすぐにアークが出ない。よく考えると最後のはプ … “ボタンを押してもアークが出るまで時間がかかる” の続きを読む
パルス周波数(Hz)真ん中あたり「低速」は黒いツマミで半分見えん、下に「高速」が見える。低速は0から20くらい。0.5、0.7も見える。高速は0から500くらいある。溶接でパルス周波数は、簡単に言えばアークを切ったり、入 … “パルスの音 ビーとパッパッパ” の続きを読む

パルス周波数(Hz)
真ん中あたり
「低速」は黒いツマミで半分見えん、下に「高速」が見える。
低速は0から20くらい。0.5、0.7も見える。
高速は0から500くらいある。
溶接でパルス周波数は、簡単に言えばアークを切ったり、入れたりを繰り返す感じ。
実際は、切るのではなく、低い電流と高すぎる電流を機械が勝手に切り替えることで
一瞬、超強力な電流が使えるので、勢いがある。
この切替のタイミングを
パルス周波数(Hz)
のツマミで調整する。
一般的には、
ローパルス
ミドルパルス
ハイパルス
普通の機械はハイパルスはない。
今ならレーザー
で、
この機械も、ローとミドルのパルス。
ローパルスは、数えられるくらいのパッパッパ
ミドルパルスは、数えられないビーという音がする。
1Hzのヘルツは、1秒間に1回。
ローパルスで0.7くらいが落ち着いてできるかも。
テンポよいのは1.3くらいが心臓の脈くらいかな。
アークが集中し、ビードの流れも良くなるのが100Hz以上。
このくらいだと、ビーだから数えられない。
電極の出し具合は、以下の順で多く出す。 角、突き合わせ、すみ肉 << 物理的にわかりやすい。 すみ肉の突き出しの調整は、以下のようにする。 1,隅に電極が当たるようにしてから 2,少し立てて、電極を短くする 実際の溶接は … “ティグ/TIG溶接 電極の突き出しの調整” の続きを読む
電極の出し具合は、以下の順で多く出す。
角、突き合わせ、すみ肉
 <
< <
<
物理的にわかりやすい。
すみ肉の突き出しの調整は、以下のようにする。
1,隅に電極が当たるようにしてから
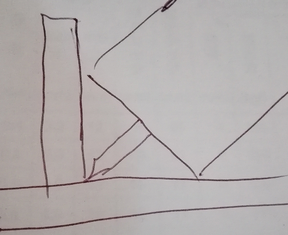
2,少し立てて、電極を短くする

実際の溶接は、下の板を狙う
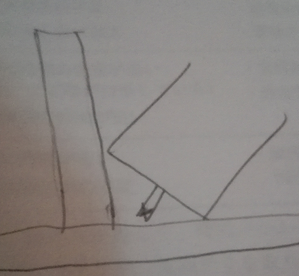
何で下の板を狙うのかはここ、次、下、前の日。
下の場合もあるし、立ての場合もある。
ノズルを板に当てて調整している。
溶接時は進行方向に寝かすが、
調整時は寝かさない。
電極を見るために寝かす。
どうせ
寝かすので電極は長めでもいいが、
私がすぐに汚すので、このように短め
