
片手でてきる炭酸ガスアーク溶接は簡単。被覆アーク溶接も簡単かも。
片手のティグ/TIGはできても、両手のTIGは。。
バタフライの泳ぎ方を知っていてもできるかどうかは練習。
楽譜が読めてもピアノを弾くには練習。
子供のころ、箸とお茶碗を持って食べるのは大変でしたよね?。覚えて無いと思いますが。ピアノやギターも両手を使う作業はある時間をかけて練習する必要がある。両手を使うTIG溶接は他の溶接より難しい、上手い人は棒の送りが上手いです。
溶接棒の「送り方」と「入れ方」がわかっても。。。タングステン電極の先を溶かす所から2、3mm以下の位置(アーク長のこと。溶けない時は1mmくらいか。溶け具合で近づける)で狙いながら反対の手では棒を安定して送る。これができるようになるには何日か練習が必要です。ここでは、単純なビード置き練習ではなく、ある程度楽しく、そして、両手を同時に練習できる特訓課題を説明します。1時間くらい、1周間続ければ溶接棒の送りへの意識が無くなり、右手のタングステン電極の狙いだけに集中できます。
練習の主体は、棒の送りと送る位置と、スイッチ/ボタンで溶け具合を加減する。練習のコツとしてスイッチ/ボタンを使うこと。
とにかくいっぱいやればいいのですが、なんせ材料の準備だけで時間がかかる。C-2Pで円周の長さは518mmくらい。6本でくらいで3メートルくらいの練習になる。でも、パイプの値段、加工時間を考えるとねー。プロは仕事でするから10メートル?20メートルくらいは毎日するんでしょーね。
練習方法
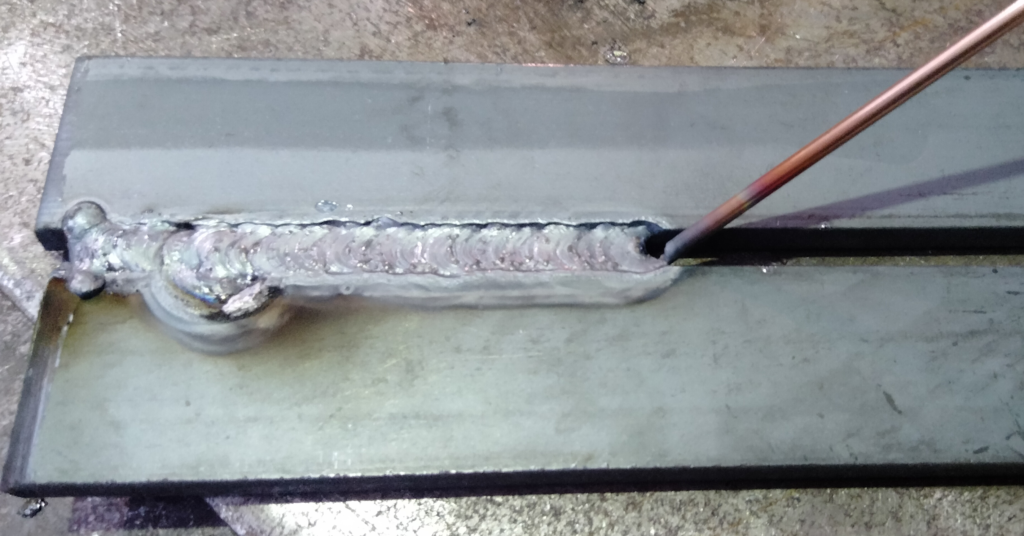

適当な厚さがある板3.2-6mm。ここでは板厚6mmの平鋼、幅は25mmを使ってます。
トーチの方はアーク長、狙い、スイッチ/ボタンの練習です。(初めての人はアーク長がとにかく長いです。アーク長が長いと溶かす所がどこかわからない。アーク長は電極が汚れない程度に短くしてアークを集中、溶かす位置を決めましょう。溶接棒で電極を汚す場合は上の図のように棒を斜めから入れて板の肩に当てます。)
材料はステンレスは不向き、アルミか鉄がいいと思います。スイッチ/ボタンを使って冷やす練習でもある。ステンレスのプールの状態は明治の果汁グミ、スライムかな、とにかくスイッチ/ボタンで切って冷やす必要がないからスイッチ/ボタンの練習にならない。
ただ、TG-S50の鉄用の溶接棒からTG-308で続きをしてみて下さい。ここで話している湯流れ(プールという液体の流れ)や、明治の果汁グミの意味がわかります。
ちと、話はそれました。
練習材料の仮付、4から5mmくらいのルートギャップ。隙間ね。6mm以上でも練習になるが、その場合は棒もウィービング?。まずは棒を安定して送る練習なら4.5mm程度から。電流はスイッチ/ボタンの練習なので高目。ここでは120A。3.2mm厚でも同じ電流です。
スッチを使う練習もするので100Aとか電流を下げることでスイッチ/ボタンを押さなくてもいい電流だと溶け具合の調整の練習にならず、右手と左手を同時に使う、コンビネーションの練習になりません。板厚3.2-6mmの場合は120A以上です。
とにかく電流は高めにしてスイッチ/ボタン調節で適正電流値にする練習でもある(だからか設定電流より高いこと、高すぎぐらいでもいいがある程度のテンポでできること)。溶接棒は2.4mmです。クレータは反復の方がいいのですが、冷やすことに慣れてない場合はクレーター有りでどうぞ。素早く冷すためにダウンスロープは禁止です。初期電流とクレーター電流は溶加棒が2.4なので25A。棒が溶ける程度。
慣れてきたら溶接棒を2.0や1.6にする。太いとプールを冷やしすぎることや、細いと電流に関係なく溶かしやすいことがわかります。
初期・クレータ電流と溶接棒の関係は以下です。溶接棒だけを溶かす電流値にします。溶接棒が母材にくっついても外せるような電流。
- Φ1.6-2.0は、20A
- Φ2.4は、25A 全径これでもいい
- Φ3.0は、30A
機械ができる最小の電流は4-10Aですが、あまり小さすぎると目が疲れます。冷やすためのクレータ電流ですのですのでダウンスロープなしで、溶接棒径に応じた電流にします。
自動遮光面も目が疲れます(対策)。スイッチ/ボタンのON・OFFを繰り返す場合は特にです。普通のかぶり面にすると楽さがわかります。アークスタート時も暗いので初期電流で位置を確認してからする必要がありますが、いつも暗い分目には優しいです。
スイッチ/ボタンで冷やさないと板と板の間に溶着金属を渡せないくらいのすき間が練習になると思います。スイッチを押す時間が長いほど平均の電流は100Aくらいになります。溶加棒は、板の肩に軽く当てると送る時に安定します。トーチは、スイッチ/ボタンとウィービングしながら溶加棒の送りは定位置で送っていくのが練習になる。リズムとしては、「パッチン、シュッシュ」スイッチボタンを押して上げた本電流で棒を送る。パッチンはトーチ側、シュッシュは棒側。調子に乗って下さい。
初心者、下向きしかしない方によくあるのが120Aにしているが、アーク長を長くするため100A程度の熱しか入らず。ボタンを押して25Aのクレータ電流にする必要もない。これでは練習にならない。
練習中にアーク長が適正かどうか判断するいい方法があります。
クレータ電流25Aで溶接棒がすぐに溶けますか?。溶けない場合はアーク長が長いです。溶接棒が付いてしまうという方もアーク長が長いはずです。溶接棒が母材に付いてもクレータ電流ですぐに離せるからです。
アーク長で電流を調整していては横向きや立向き、上向きでは通用しません。動画を見て、電極の先がプールに非常に近いことに気づいてください。
棒は常にプールに中に入れます。その練習でもあります。裏波を出したくて長く溶かすことをしないで下さい。裏を出すなら電極を裏側に近づける必要がある。開先加工してない場合は、正確な裏波を出すことはできない。下向きの場合は熱を入れる過ぎると裏波らしきものができますが、それって、横向きや立向き、上向きでは通用しません。下向きは熱の入れすぎで裏波をだすことができるが、横向きや立向き、上向きでは局所的に溶かしてすぐに冷やさないと裏波の形がくずれてしまう。
下図は、C-2Hの動画です。開先があるので奥まで電極を近づけることができるので裏波が出しやすい。とにかく、タングステン電極の突き出し長さを多めにして裏にアークがいくようにしないといけない。下の動画も電極がプールに近いことがよくわかる。
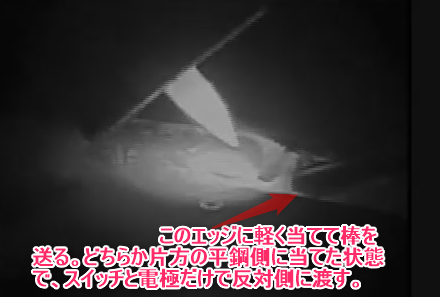
棒もプールの一部になるようにします。赤い枠がプールです。横向は上側に棒を常時入れてる。

仮付も練習になります。特に、スイッチ/ボタンの練習に。板厚6mmの平鋼です。幅は25mm。ルートギャップ/ルート間隔は6mmとちと大き目。
ルートギャップ/ルート間隔6mmは大きい。しかも横向きなので手を固定する位置を工夫する必要がある。棒もウィービング?してます。
過去、色々書いてるが、やっぱ練習だわ。練習方法も大事だわ。
JIS検定試験 C-2F。基本級でも、片方の開先に溶接棒を置くような感じでやってます。電流は120A、溶接棒は2.4です。クレータは反復です。反復でアークを切る場合は、スイッチ/ボタンを押してプールを十分に冷やしてからトーチを材料から離すことでアークを切ります。
仮付はスイッチ/ボタンの練習になりますね。
ついでに、C-2H
①②がTIG③から⑦が被覆アーク溶接