溶接部分で破断させたくなければのど厚を材料の板厚以上にすればいい。
だから「のど厚」大切
脚長の方は簡単に測れるし、見た目でもだいたいわかる。
脚長L。脚長の短い方をサイズSという。サイズから理論のど厚がでる。
これからの話しは、脚長ってサイズのことで、のど厚は理論のど厚のこと。
で、
ビード幅からノド厚がわかるという話。
溶接する人は、すみ肉(隅肉)溶接中に板厚くらいのビード幅にすればいいという話でもある。
その話はまず、
三角形の定理じゃなくて
三平方の定理
じゃなくて
直角二等辺三角形(ここで書いている)
を知ってるとすぐわかるという話。
直角二等辺三角形が1つ。その中に2つの直角二等辺三角形がある。
直角の他の角度は45°が2つ。
(1とか√2としているのは簡単にするため比にしている)
1が脚長なので
のど厚は、1/√2=0.7ぐらい。
√2は、
ひとよひとよにひとみごろ。
1.41421356。。。
これを2で割るとだいたい0.7。
脚長を1にしているので0.7が割合として使えるんだ。
1:0.7という感じ。
「1対0.7」と読む。
例えば、
脚長(1の位置の寸法)が5mmなら
のど厚は3.5mmくらい
1:0.7=5:??
1と0.7の関係だから
1が5なので
0.7を5倍すればいい。
5×0.7=3.5
計算式は、
のど厚=脚長x0.7
に相当する。
脚長(1の位置の寸法)がわかれば「のど厚」もだいたいであるが、わかる。
すみ肉は膨れたビードより少し凹んだ方がかっこ良く見える。
しかし、のど厚が不足する。
強度からのど厚が求められる構造物は、わざと凸にすることがある。
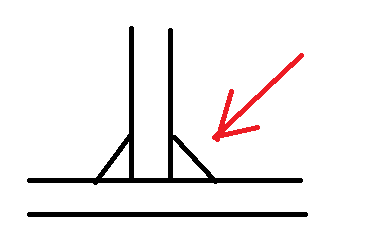
溶接する方としては、両側の隅肉溶接が矢印方向から見て板厚程度であれば母材より強いということ。溶接中は矢印のように見て幅しかわからない。
脚長が板厚くらいあると十二分。だが、脚長が多き過ぎると熱が多く入るのでひずみやすい。溶接が終わった時点で余計な力が入っていることになるのでやり過ぎ(仕事が大変になるからあまりありませんが)いけません。
のど厚が測りにくいので脚長(サイズ)、溶接中はビードの太さ=板厚という話でした。
こんな本があります。
追記、
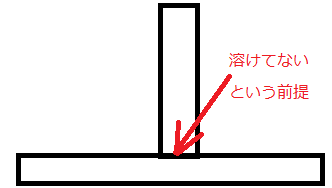
立板と底板が重なった部分は溶けてないという前提であります。開先加工、例えば一方だけでもレ形に加工してから溶接して、完全溶け込みするとのど厚は板厚以上になる。