アーク長が長いです。
裏波(1層目)より2層目が難しいという方も
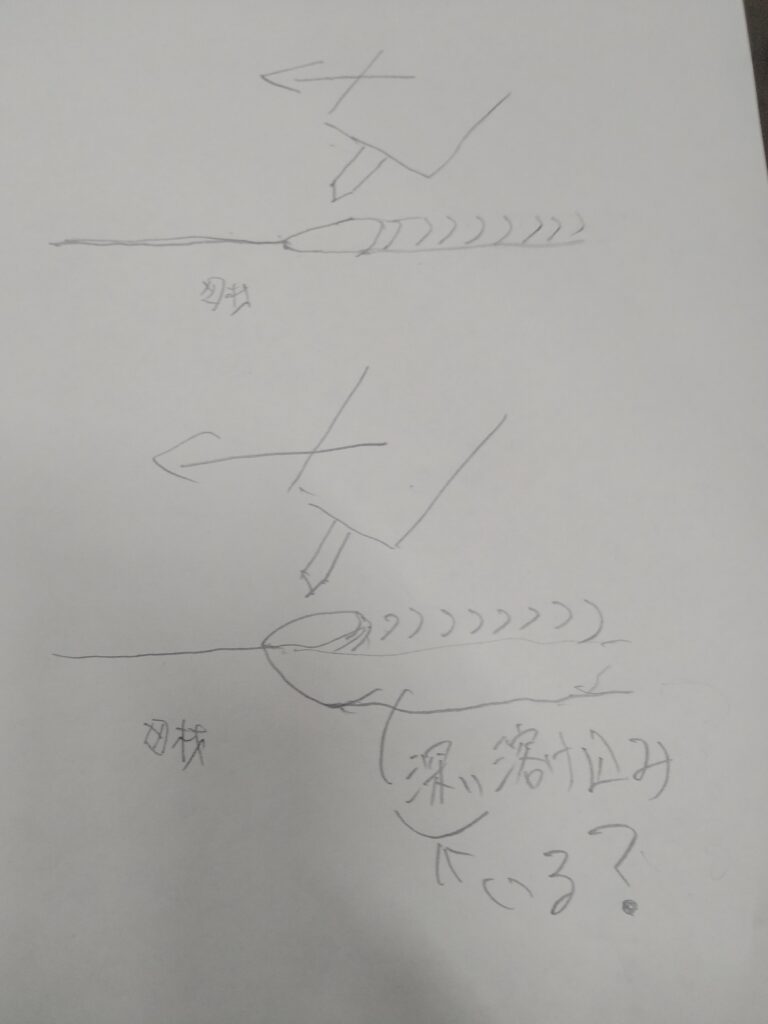
アーク長が長いです。
アーク長が長いと溶かしたい所を狙うことができない。溶かしたい所以外も溶ける。
結果、
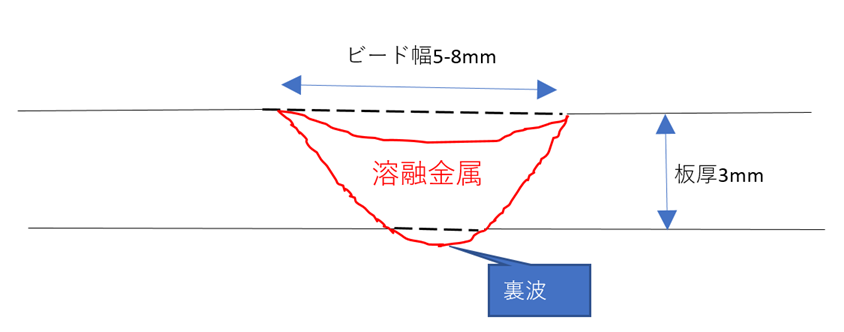
2層目のビードに時間がかかり、焼ける、歪む、盛れないから2層目の裏波がでる。
さらに、
ウィービングをしっかりしてますか?。さっさと溶かして進みましょう。溶け込みいらないから。母材より高ければいいだけ。
一度、
あえて60Aで2層目をして下さい(アーク長を短くする訓練)。アーク長が長いとか、しっかりとウィービングしないと母材は溶けません。
60Aで、電極をプールに近づけ、溶かしたい位置にしっかり移動しないと溶けません。
初心者の方は、アーク長が長くなりがち
80-90Aの高い電流でアーク長を長くすることで溶け具合を調整してませんか?
TIG溶接では、電流を上げる前に電極をとにかく近づける。ってことをしましょう。これ大事。
動画は、ウィービングのコツ。手首を当てた状態でグー、チョキ、って感じで動かします。
TN-Fの2層目を安定させるコツ
目の位置は、この動画の位置ではありません。溶接方向。この動画で言えば左側から見ます。ビード幅が正確に見える位置です。