SN-2F下向きはこちら。 裏波溶接。2分25秒 2パス目。1分。 3パス目、1分 4パス目、1分。 5パス目は最後の6パス目を意識して2,3,4パスより多目に盛ってます。ですから、時間も長いです。 5パス 1分20秒 … “横向き溶接SN-2H ビードの置き方 炭酸ガス/CO2溶接” の続きを読む
SN-2F下向きはこちら。
裏波溶接。2分25秒
2パス目。1分。
3パス目、1分
4パス目、1分。
5パス目は最後の6パス目を意識して2,3,4パスより多目に盛ってます。ですから、時間も長いです。
5パス 1分20秒
最終、6パス。1分
基本的に3層。6パス。ビードはストレート。ウィービングは上下にするのではなく、ビード幅を調整するために斜め前後にする感じ。斜め上に向けることでアンダーカットができない。裏波溶接だけ押し(前進法)。
SN-2H。これを受験する人って少ないと思うが練習として手ごわい分やりがいがある。
何が難しいって!
「横向きはビードの盛れる高さまで気にしないといけない」
なおかつ、アンダーカットが出やすい。ので裏波以外は後退法/引き。ワイヤーというかノズルは右下から左上に向ける。溶融プールの波を上に左上に上げる感じ。引きで
ソリッドワイヤーなのできたビードを押し付けてくれないのでビードが凸になりやすい。
下向や立向なら主に幅を気にしていればいいのだが。
横向き溶接も最終層のビードの上と下を真っ直ぐにするとうまく見える。
ポイントは、アンダーカット(母材より低く凹んだ部分)防止。
・上下ウィービングはなるべくしない。
(下の層のアンダーカットはできても補修(どうせ上に乗せる)できるが、最後の層の上側は絶対だめ)
・最終層で上側の開先の面を小さく。開先面が大きいとぜったい?アンダーカット(つまり凹む)になる。
・最終のビード(細いと書いてある所)は細く(熱を入れない)。電流は小さめ、
電圧は低め(アンダーカット防止)。
・上の開先面へは若干上向きの角度で
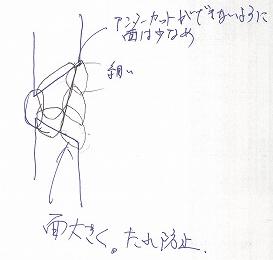
アンダーカット以外に下がたれないよにするには、
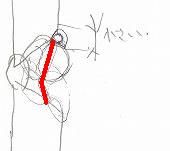
・下側の開先面は大きく残す。1mmくらいかな。
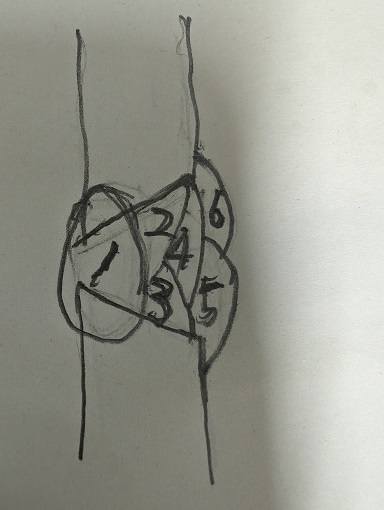
・二層目が終わった時点で真ん中が凹んだ感じにすると最終層で凸形にならない。赤い線がイメージ。上側に凹みがすくないこと。3層目で下からいくのだが土台をつくるようにする。最終層にアンダーカットができないようにするには溶融金属が流れる凹みがないように。そのため赤線は上の方が母材表面まで盛れている。
最終のパス。一番上を引く時にほぼ平らになっているのがいい。開先加工部が見えていない感じ。盛る量が少ない方が最後のアンダーカット防止になる。運棒、電流が適切でも開先加工部の残りのために下向き溶接でもアンダーカットが起こりやすい。 横向き溶接なら当然。
前のパスによってスピードと振りで盛りを変えます。
なお、最終層は、2パスのことも。クルクル巻のウィービングです。上のパスはストレート気味にする。
また、
2層目で3層目が必要ないくらい肉盛りしていたらそれは、溶接スピードが遅い。スピードを上げて母材を溶かすようにしないと溶込み不良になる。9mm厚の軟鋼に100A程度の電流だから遅いとワイヤーがどんどん盛れてワイヤの塊にアークが飛ぶだけで母材は溶けていない。
条件はこんな感じ。SE-50Tの1.2mmワイヤー。110Aを切る程度。一元(電圧は自動)で電圧は微調整なし。 ほぼ引き/後退法。一層目の裏波は直角で前進法。
動画は全部100Aです。
(やっと溶接らしいことが書けた)
炭酸ガス/CO2溶接は溶融プールの先頭でアーク