何が予想できるかと言うとビードの形です。
スイッチを切りながらの溶接も同様にビードの出来上がりがわかる。ら。
なぜなら、
すぐに冷えるから。切る場合も電流が低い場合も
溶接中にわかるっていうことはプールの終わりの方を見よう。
これが200Aとかになると冷えて固まる状態が溶接中には見えない。プール付近で確認できない。想像ではわかるが、現実に見えない。
100Aとかスイッチで切ると見やすい。
ソリッドワークス/SolidWorks、AP100、プログラム、TIG,CO2,手棒、板金

写真はフラックス入りワイヤーを手で切断、左側、シームレスでは無い。右はペンチで切る。
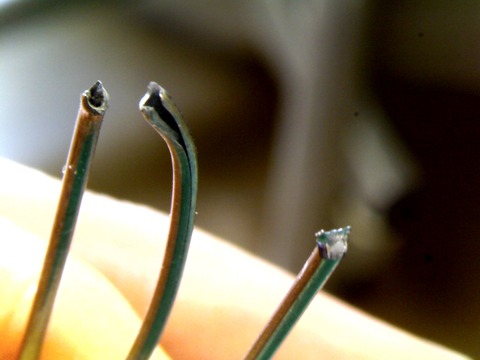
フラックスをワイヤが包む感じです。SF-1 はシームが無いらしい。だから錆びない。5年間、袋に入れず放置。で、使ってみたら普通に使える。200Aで立向きできる。カタログ値は260Aでできるらしい。
シームがあるフラックス入りワイヤーだと5年もほったらかしにしてたら3巻きインチングしてもまだサビが見える。

さっさと使わんといかんわ。袋に入れたらいいかな。
炭酸ガスアーク溶接、被覆アーク溶接では、太いビードを引く場合にストレートに動かしても電流を上げれば広くなる。
TIGでは裏波とか、完全溶け込みの話ならプールが出来て止めることはある。TIG/テグだけは、熱だけ入れることができるから。
単に盛るなら母材が溶けたら溶接棒を入れてどんどん進む。幅が広いならさっさと溶かしたい所を狙って溶けたら棒と、つまり、ウィービングです。
盛るのに溶け込む深さ?ってどうでもいいというかTIGは表面が溶けているのか見えてるので、炭酸ガスアーク溶接、被覆アーク溶接のように母材の溶けを予想して電流を上げるとかプールの先頭(プールの薄い所)にアークを狙うとかTIGにはいらん。
TIGでストレートに動かしてるのにビードが5mm以上(電流によるが)ある人はご注意を。熱の入れすぎ。
遮光番号大事。材料と目の位置はもっと大事。
材料の位置と目の位置。これがだめなら見えないからね。
遮光番号と材料と目の位置が??だと上達しません。コツを言っても伝わらない。
「何を言ってる?この人は?」って心の声。お互い頭に描く溶接の様子は違うんですね。お互い行き違い。人生、よくあること。
目の位置と材料の位置については以前も書いてるが、今回はJIS検定試験対策
TN-F、下向きの突き合わせです。股を覗く感じ(またをのぞくかんじ。めったに使わない漢字なので)。左右の板を同じように溶かす。とか、アーク長を一定にする。とか、裏に溶着金属が落ちる。とか、こんな様子を観察しながら溶接ができます。
立向き溶接は、上から覗きます。プールの先頭にアークが飛んでる。とか、アークが裏まで抜けてる(下図はSA-2Vですが^^;)。とか、プールの形が三角。とか、左右の開先加工面に均等に溶かしている。とか、こんな様子を観察しながら溶接できます。

炭酸ガスの立向は、最終ビードが高くなりがち。この写真以上に上から見れば高さが確認できる。高さが確認できるくらい上から目線をやってみて下さい。ビードの中心が高い場合は、ゆっくり振るのでは無く左右で止めて、中間は「サッ」と通過、右で止めてる時に、左の止める位置を確認して、「サッ」です。これでフラットになる。フラットにならないなら「サッ」が遅い。
材料と目の位置が違うと、話が合わない。
遮光番号が適切でないと、話が合わない.
見て無いんだから改善できない。
音でわかる
って言う人が多いが確かにそうだ。「ジー」っていう音ね。これは突き出し長さ一定で上手いということ。
アナログなら電流計、デジタルなら電流値が安定していたら上手いということ。
さらに、
突き出し長さが長いか短いかは、設定値を知っていれば工場長など別の人が機械を見ればわかる。
「バタバタ」はたいてい突き出し長さが長いのか狙いがプールから外れるタイミングでバタバタ。炭酸ガス/CO2のシールが悪くなるし良いことはない。近すぎは基本良い。例えば150Aで5mmの突出し長さだと電流が高くなるし、シールドも問題ないし、音も「ジー」なのだがノズルが汚れやすい。
アークを出して、突出し長さをスケールで測る。
次は初めの2分くらい「一元」の説明と突き出し長さの説明も追加。以後上と中身は同じ。
デジタルの半自動/CO2/炭酸ガス溶接なら溶接経験でゼロでも機械のデジタル数値を見れば判断できる。しかも、突き出し長さが短いのか長いのかの判断もできる。音を聴くより簡単。特に短い場合の音の違いはわかりにく。
デジタル機での判斷だが、
まず、電流の設定値を覚える。例えば、150Aに設定。だいたい突出し長さは10-15mmくらいがいい。
突出し長さが5mm以下だと機械のデジタル値200Aあたりになる。
突出し長さが20mmだとデジタル値は100Aくらい
炭酸がアーク溶接は、溶接中に電流を変えることができるのが特徴。TIGや被覆アーク溶接では溶接中に電流を大きく変えることはできない。TIG、被覆アーク溶接は溶接中に電圧を大きく変えることはできる。TIG、被覆アーク溶接はアーク長が長くなると電圧が大きくなってアークが切れないようにしてくれる。っていいことをしてくれるが、さらに、電流、溶け具合は変わらないようにしている。溶け具合は安定しますね。(ところで、半自動はアーク長は機械の電圧で決める)。
突き出し長さと電流の関係は、理解しやすい。
突出し長さその長さ分が抵抗値になるので長くなれば電流は設定値より下がる。短くすると電流は設定値より高くなる。
なので、
「150Aに設定してます」っていっても溶接する人によって電流値は150Aあたりで、機械としては安定してアークを出そうとして調整するので突出し長さを小さくする癖のある人は設定値150Aより高くなるし、突出し長さが長め(これはいけない)の人は電流が小さくなる。
炭酸ガス/CO2溶接機は、定電圧特性。電圧が変化しないように機械の方で調整する。電圧が変化しないとは、アーク長が一定になるということ。短絡移行/ショートアークといっても、アーク長は一定でないと溶接できません。1秒間に30から100回も短絡、電圧ゼロ状態?があるが、その後にアークの長さは一定にしている。ってことでしょう。
定電圧特性とは、電圧を一定にして電流の変化でアーク長を一定にする仕組みです。電流の変化でワイヤの溶け具合によってアーク長を保つ。ワイヤの送給は一定でも定電圧特性にすることでアーク長の制御ができるんだね(モータでアーク長を制御するのは難しいわな)。
なのですが、電圧はアーク長の設定です。アーク長が長いと広いビードになる。
調整方法。アークを出さなくても適正電圧がわかります。ダイヘン、パナソニックの順で見て下さい。ダイヘン版で電圧の調整方法があります。
「一元」という設定で、電流を決めれば適正な電圧を機械が調整する。半自動溶接/炭酸ガスアーク溶接/CO2溶接の話です。機械に「一元」の設定があれば電圧と電流の関係式なんか覚える必要はありません。
「一元」は、適正な(150A程度で10mmから15mm程度)突き出し長さが一定にできる必要がありますが、安定したアークを出すために電圧の調整する能力があれば一元では無く個別でいい。今の炭酸ガスアーク溶接機の電圧の下限ってあっても平気で調整するんで一元じゃなくても個別にして調整下手くそでも何とかなる時代。
でも、ぜひ「一元」で電圧を●(中心)の位置に置いて電流と電圧を見て下さい。このときアークを出す必要なし。
機械によるとダイヘンは150Aで22V、パナは150Aで19.2Vなので150Aで20Aって覚えておけば200Aだと22Vかなって100Aで18Vって予想できる。
パナソニック200Aは22.2V、ダイヘン200Aは25Vなのでダイヘンは電圧高目ですね。
で、
機械によって一元での適切な電圧がこんなに違うんだから計算式ってどうでもいいかも。
さて、
電圧調整は、「玉ができたら電圧を下げる」「ワイヤが母材に当たる感じなら電圧を上げる」。最近のデジタル機は、「玉」は認識できるが、「ワイヤが母材に当たる」が微妙。つまり、機械が勝手に電流を上げたり、電圧を下げたりして「いい感じ」を演出してしまう。だから、電圧を下げる方はよーく感じましょう。「一元」の設定だから勝手に機械が電流や電圧を調整するってことでは無く、「個別」でも勝手に機械が調整しますね。ああ、昔の機械はわかりやすかったし、「調整してる。機械は素直、いい子」って感じがあった。これって、安全のためにブレーキしないとセルが回らない。エンジンがかからない。昔は、セルボタンを押せばいつでもセルモーターを回せたなー。ブレーキしないとエンジンスタートできないと知った時「バカにすなー」って言いたい感じと同じ。
こっちでは計算式で紹介してます。