
片引きは、溶接棒なしでTIG溶接できる。共付ね。棒を入れないのでひづみも少ない。
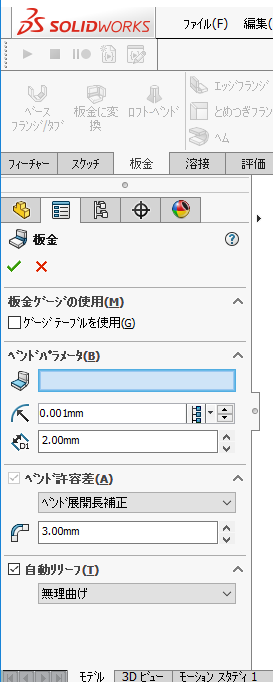
t2.0 SECC。両伸びを3とする。
2つのエッジフランジに親子関係がなければドラッグして順番を変更できる。片引きの状態も変わる。
20+100+20-両引3x曲げ箇所2=
140-6=134
20+50+20-両引3x曲げ箇所2=
90-6=84
以上は、材料の寸法
次は、切り落とす寸法の方。
片方は、板厚分を引く
もう一方は
板厚分が大きくなる。
切り欠きの寸法の計算
20+2-3=19
2は板厚分大きく切って板厚分引く。両引と同じ。
と片引きの方は
20-3=17
板厚分切らないので両引ひに比べて2大きく切る。そのため2を足さない。ややこし。展開寸法は残す寸法。切り欠き寸法は、切る寸法。反対だからややこしい。
- 両引きの切り欠き寸法=(外側寸法の合計+板厚)-(両伸び×曲げ回数)
- 片引きの切り欠き寸法=(外側寸法の合計 )-(両伸び×曲げ回数)
両引の切り欠き寸法は、20+2-3*1。片引きの切り欠き寸法は、20-3*1。*は掛け算。
展開図が左右対称、上下対象だと
全体の長さとフランジの立ち上がりの幅の寸法がわかれば計算できる。
(全体長-フランジの幅)/2
内Rが大きいとコーナーの切り欠き寸法が内Rの数値分加算される。そのため、内Rは0.001にしている。手作業の計算式では内R0で計算している。
曲げ逃し(SolidWorksでは板金のエッジフランジで出てくる「自動リリース」)はしてませんが、実際に曲げてみると板厚2mm程度までならアマダさんのの標準曲げ金型パンチ4、耐圧が強いで曲げると結構90曲げがブレ10分以内で曲げれます。無理曲げができるということです。一方、両引はt2.0(板厚)で結構ブレますので曲げ逃しが必要です。
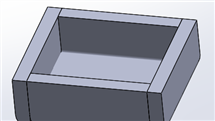
金型を交換しないで箱曲げをする方法はこれ
(Visited 1,404 times, 3 visits today)