
25-30Aぐらいなので記憶しやすい30Aでもいい。
だから、3.2mmの板厚だと30×3.2=96A、2mmの板厚だと30×2=60Aとなる。
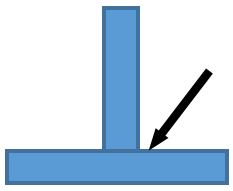
ただし、これは突合せ溶接。すみ肉はこれより多目。角継ぎ手は少な目の電流になる。特にTIGはアークが集中するなら電流を下げる。すみ肉のように分散するなら電流を上げる。
TIG溶接でステンレスsus304の1mm厚だと突合せ溶接で25A、すみ肉で60Aと極端に変わる。TIGの場合、すみ肉の下図が狙ってもタングステン電極が近い方の板にアーク飛んでしまうという特有の話。炭酸ガスアーク溶接や被覆アーク溶接は下図がまあまあ狙えるからここまで極端では無いが、すみ肉は高めになる。
板厚が6mm以上で開先アリ。開先部分だけで言えばとがったとこの板厚は0だから板厚0-6mmになるので1層目の電流は小さ目で2層目で電流を大きく上げる。だから開先をつける6mm以上の板厚に対しては板厚1mmに対して30Aではなく単に目安。
3mm以下の板厚だとどんな電流で穴が開くとか裏に出るとか判断できるが、3mm以上になるとどんな溶接でも判断できない。だから開先加工がいるんだわ。
(Visited 2 times, 1 visits today)