N-2Vとは、被覆アーク溶接(手棒、手溶接)の縦向き裏当て金なしです。裏波はTIG溶接(アルゴン溶接)でする方が確実なので裏当て金なしを受験する人は少ない、いないかな。ルート間隔は2mm、開先はガス切断機で60度。SS4 … “N-2V” の続きを読む
N-2Vとは、被覆アーク溶接(手棒、手溶接)の縦向き裏当て金なしです。裏波はTIG溶接(アルゴン溶接)でする方が確実なので裏当て金なしを受験する人は少ない、いないかな。
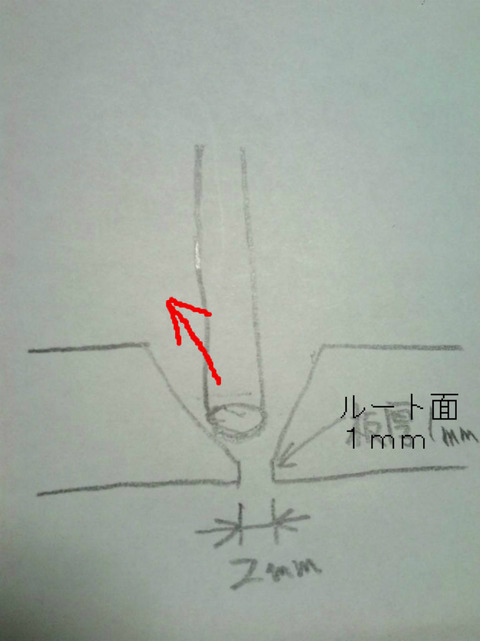
ルート間隔は2mm、開先はガス切断機で60度。SS400の鋼板。板厚は規格では9mm。実際は規格すれすれで8.9mm程度?。
一層目の裏波 LB-52UのΦ3.2低水素系の溶接棒だ。低水素は一度300度以上で30分くらい焼いてから使うようにする。でないとアークが止まるで。焼いた後すぐに使わないなら100度以上に保温しておく。
縦向き、溶接者の目線では溶接面が邪魔になるので斜め上から撮っている。溶接している人とほぼ同じような目線になるようにしたかったが若干上すぎ、右寄りから撮っている。
動画の前半は運棒の説明で、後半半分が溶接だ。
カメラの仕様上、音声は入っていません(ボリュームはそのまま)。
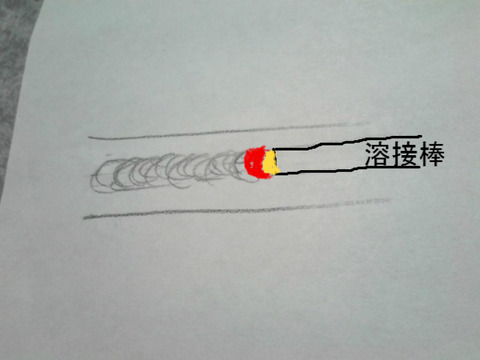
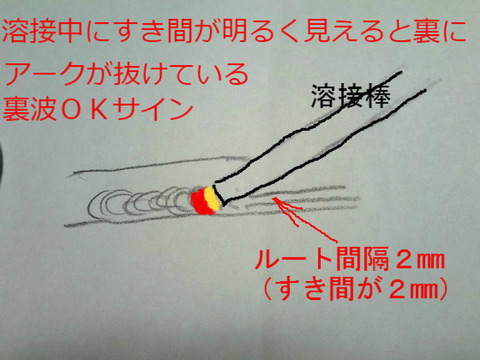
アークがルート間を時たま抜けているのがわかる。音はその抜ける音、ボソボソといった裏側の面で鳴るような音がする。運棒がプールに遅れてはいけない。棒は軽く触れ、押しこむ感じで、ボソボソと音が鳴るようにルートのすき間にアークがたまに抜けるようにする(アークはプールの先頭に飛ばす)。
冷えてからフラックスをはく離し、ワイヤーブラシで綺麗にしてから2層目となる。
2層目は3.2mmのB-14。イルミナイト系の溶接棒だ。
三角な運棒。B-14の場合はフラックスがカドにたまってアンダーカットになるのでアーク流で飛ばすために上に上げるような動作(三角形の頂点へ)がある。
3層目。これも同じ溶接棒。
照明なし赤外線カメラなので基本、白黒です(一般的なカメラでは赤外線フィルターがはじめから仕込まれているので可視光線透過率を下げるフィルターをつけてもよく見えない?)。
開先加工の状態は見にくいですが、溶融池とスラグが熱いためによく見えます。溶接棒も比較的よく見えますが、熱くなっているのでしょう。
最終層。終端処理も。