90度に曲げるためにきつめに曲げないと90度にならない。次図の点線のように一旦曲げる必要がある。
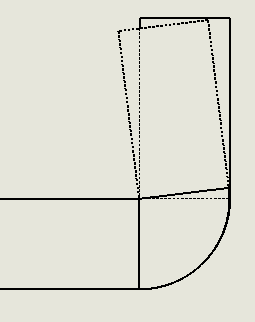
90度曲げは、曲げ加工中に90度ピッタリで曲げを止めるとスプリングバック分戻って、軟鋼なら91度程度(内側の角度)になる。ステンレス鋼はもっとスプリングバックが大きいので92度程度になる。
これとパンチの幅で曲げ順が決まる。
箱 片引きの曲げ順序
箱物の曲げ金型の幅とスプリングバンクでどちらを引く(片引き)かが決まる
(Visited 370 times, 1 visits today)
ソリッドワークス/SolidWorks、AP100、プログラム、TIG,CO2,手棒、板金

90度に曲げるためにきつめに曲げないと90度にならない。次図の点線のように一旦曲げる必要がある。
90度曲げは、曲げ加工中に90度ピッタリで曲げを止めるとスプリングバック分戻って、軟鋼なら91度程度(内側の角度)になる。ステンレス鋼はもっとスプリングバックが大きいので92度程度になる。
これとパンチの幅で曲げ順が決まる。
箱 片引きの曲げ順序
箱物の曲げ金型の幅とスプリングバンクでどちらを引く(片引き)かが決まる