
TN-Fの試験片
以下のように仮付する。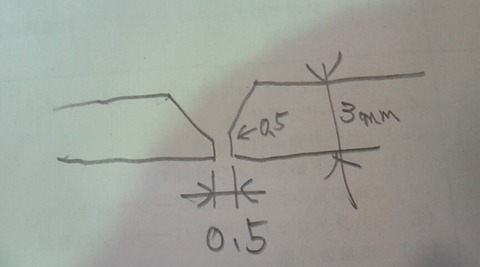
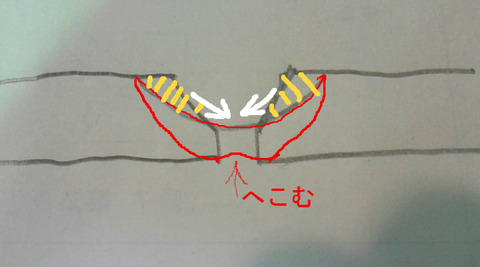
次の絵のように裏側(裏波溶接部)は母材より凹むことがある。
下向き溶接だから重力で下がると思うだろうが、
ステンレスはなんか表面張力というのだろうか?
ねばい。
なんでこうなるのか
いろいろ考えたが。
要因
1,TIG溶接は溶加棒を入れないと溶着金属は増えない
2,材料の特性(304は粘い。明治グミみたいgoogle画像。SS材なら垂れるね)
1が主ではないだろうか。
鉄だときっとタレるし、プールが大きいと穴があくだろう。鉄はサラサラだからね。
次の話は、溶加棒を使わない場合の話。TIG溶接特有の話ですね。
ルート間隔は0.5ミリほどで
ここを埋めるための溶着金属は、ほぼ黄色い開先の肩の部分。
(赤い線の中は溶けた部分。母材だけが溶けているので溶けた材料は全部母材。)
白い矢印は、肩の部分が溶けて埋めることを意味してます。
この肩の部分が溶ける量<ルート間隔の空間の量
この場合は裏が母材より若干であるが凹む。
逆に、
この肩の部分が溶ける量>ルート間隔の空間の量
裏波が凸になる。裏が母材より下に膨らむ。
「この肩の部分が溶ける量>ルート間隔の空間の量」これを実現するには、結果的にビード幅は広くなる。
ビード幅が狭い時に凹むという現象があったらこの話です。
垂らすならビード幅を広くすること。
CO2溶接(炭酸ガスアーク溶接)や被覆アーク溶接(手棒)では溶加棒が勝手に溶けるので「溶着金属の量」ありすぎ、
TIGの場合「溶着金属の量」が不足することがある。
裏波溶接で、
特に下向きは、重力の関係で裏が凸になるのが当たり前と思っていた。
しかし、
ステンレスTIG溶接では時たまヘコむ。時たまね。下向きでもね。
(ビードが細すぎると、裏の角すら溶けてないので当然、へこむといういうよりルート間隔が狭いので裏側の板の角、二本線入っている感じ。溶け込み不良ね。裏側の角がちょうど溶ける程度のビード幅でこの現象がおこる。ビードが太いと裏波も太いので凸になる。)
特に溶接棒を使わないときに起こるので(棒や母材の)溶融量のことを考えた。
はじめは混乱したなー。
TIG溶接しなとこんなこと考えんかった。 これも。
TN-Fの裏波の出し方については、こっち