
だいたい、
伸びは「板厚x08」くらいとしている。
(計算しにくいが、0.85。板厚が1mm以下だと0.9。3.2以上は0.8。だから0.85くらいがいいが覚えにくいので0.8)
「伸び」と「伸び代」は同じ意味で使ってる。
例えば、
t2.0なら1.6が片伸び。両伸びというか1曲げで3.2伸びる(両伸び)。
これを「ベンド展開長補正」に入れるとシックリきている。入れる値は両伸び!!!。
(AP100の両伸び=「ベンド展開長補正」です。
だから、AP100上でなくてもSolidWorksで展開図が書ける。)
伸びなのかどうなのかわからないが展開図では板厚分の処理が必要なのです。
伸びはこちらで。
何で、「両伸び」、「片伸び」があるんか?
単に、片伸びx2=両伸び
なのだが、
展開図では「両伸び」(展開長の計算)を使い。
曲げ加工では「片伸び」(バックゲージの設定)を使う。
(ええ、以上は余計かな。これ以上、書くと伸びの「ベンド展開長補正」の話から遠ざかるのでこのぐらいで)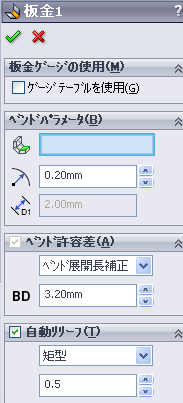
高さ50、底の長さ150。板厚2mmとしたら。
2.0*0.8=1.6が伸び。片伸び。両伸びだと3.2mm。
展開の長さは、200-3.2=196.8にする。
で、50mmで立ち上げる曲げ加工のバックゲージは、片伸びの1.6を使って50-1.6=48.4でバックゲージを設定して曲げる。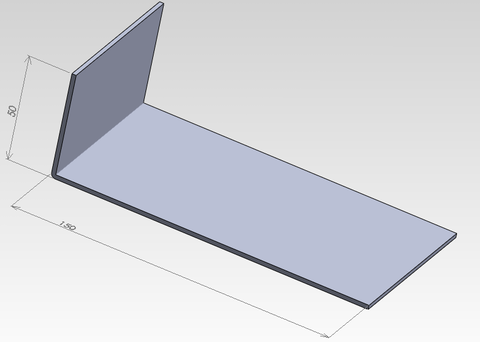
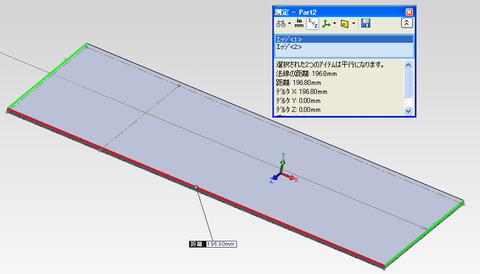
この伸び値でソリッドワークスで展開図を書いて寸法を求めたっから
ベンド展開長補正
が簡単ということ。
AP100があるならAP100の方の設定となるが、
単純にソリッドワークスで実際の展開図を得たいならこれを使うかな。
AP100と同じ条件でソリッドワークスでも展開図が書けるってわけ。
(でも、ソリッドワークスよりAP100の方が安いかも。よく知らないが。)
ちなみに、k係数というのもあるが、これは内Rの設定で変わる。
k係数は中立線の移動量らしいl。
上記の条件にするには、
K係数は、0.283だった。
初めは、0.8を入れたが全然展開長が違うので0.2にしたら近い値になったのでどんどん増やしてみて0.283がビンゴだった。ただし、内Rは0.2。
k係数は、内側(圧縮)してる側の割合なんかも?
現場的にはベンド展開長補正だね。
ただし、内Rを無視するので内Rによる曲げの抵抗が大きい場合はk係数を使うべきでしょう。
現場的には内Rはゼロ。AP60やAP100なんかもね。
もし、
AP100とソリッドワークスの展開長というか、展開図を同じにしたければ、
AP100にも伸びを両伸び、または片伸びで指定するが(両伸びが間違いにくいね)
AP100の両伸びとソリッドワークスと一致していることと
プラス
内Rが一致しないとだめ。
こっちにも以前書いている。
————————————————–
ソリッドワークス k値 伸び で検索すると
私の文書を読んでなんかよくわからないのでもう一度書いた次第です。
それにしても私のページが3つもある。
迷惑かな??。それとも、あんまり検索しないキーワードかもね。