
半自動溶接(炭酸ガスアーク溶接、CO2溶接)を使ったことがある人は
こんなことを言われたことがないでしょうか?
「突き出し長さを一定にしなさい」
一方、
「アーク長を一定にしなさい」とは言われたことないですね。
手棒/被覆アーク溶接だと言われるんだな。
被覆アーク溶接(手棒、電気溶接)やTIG溶接(アルゴン溶接)では、
アーク長を一定に保つことが非常に大事です。
なぜ、
半自動溶接(炭酸ガスアーク溶接、CO2溶接)では「アーク長」という言葉がないのか?
ワイヤ送給装置が勝手にワイヤを送るので人がアーク長を調整できない。
でも、溶接にはアーク長を適正に保つことが必要。
実は、機械が勝手に調整しています(適正なアーク長にしてくれる)。
人ができるのは、電圧のツマミを変えることくらい。
アーク長=電圧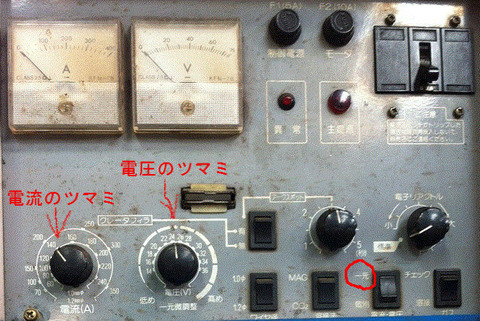
この機械は「一元」(赤く丸してるスイッチ、下は「個別」と書いてます。)のスイッチがあり、電流のツマミだけで自動的に適切な電圧を設定してくれます。
この写真の電圧の赤い矢印の先に白い点があります。ここに電圧のツマミを合わせておくと機械がベストとする電圧に設定してくれる。高めの電圧にしたければ白い点より右側に回す。
この写真の電流・電圧の設定は、クレータ電流・電圧です。
炭酸ガスアーク溶接機の本電流・電圧は、リモコンです。
「一元」も「個別」もリモコンを片手でいじりながら以下を確認して、調整する。
電圧を高めにするとアーク長が長く、広めのビードになる。
電圧を低めにするとアーク長が短く、手にワイヤが当たる衝撃を感じる。
強さは、電流ね。溶ける量、ワイヤを使う量も電流。
また、
「一元」っていっても突き出し長さがコロコロ変わったら電流も変わります。
機械がアーク長を適正に調整できるくらい突き出し長さを一定にしておく技能が必要だ。
(写真はクレータの電流・電圧。溶接用の電流・電圧は手元にリモコンがあるはず。)
「一元」だと溶接する形状によっては、突き出し長さが変化しやすい場合は、「個別」にしてバタバタしないように設定する。
——定電圧特性(アーク長が一定な特性の電源)———————
アーク長を一定に保つのは溶接機の電源が定電圧特性のおかげ。
定電圧特性=アーク長一定特性(私だけが言ってる造語)
アーク長一定だからかいいのです。被覆アークやTIGではあなたが一定にしないといけん。
これを説明するには、
ワイヤ送給装置は一定の速度(速度は電流のツマミで変わる)。
を記憶してから、
アーク長が変動したら溶接電流が大きく変わるのが定電圧特性の特徴。
電流が大きく変わるとワイヤの溶融速度が増減(ワイヤの溶け方が増減)する。
ワイヤ送給は一定だから、自動的にアーク長は一定に保たれる。
(定電圧特性からして、アーク長が長くなるとワイヤが溶けなくなる。アーク長が短くなるとワイヤがよく溶ける。
ワイヤが溶けなくなるというのは電流が下がるから)
下図は、定電圧特性(黒い直線)。アーク長が変化した場合に、電圧の変化より電流の変化が激しい。これが特性。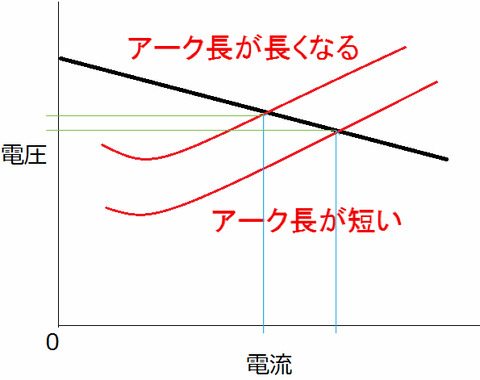
赤い曲線は、アークの特性曲線。上側はアーク長が長い時。下側がアーク長が短い時。
ちなみに、
ついでに、
被覆アーク溶接は、垂下特性(下側一番左の図)。TIG溶接もほぼこの特性(TIGの機械は高価だから定電流にできる)。
炭酸ガスアーク溶接の定電圧特性の反対に
電流の変化に対して電圧が大きく変わる特性。
被覆アーク溶接やTIG溶接は、アークが切れないような特性とも言える。アーク長が長くなると電圧が激大になる(アークが切れにくい、電圧の圧は勢いと理解)。電圧が激大になっても電流(溶け具合、熱量)はあまり変わらない(溶接しやすい)。
————————————————————-
被覆アーク溶接やTIG溶接との違い。
被覆アーク溶接とは、以下が違う。
1,溶接棒が短くなる分だけ母材にホルダーを近づけないといけない
2,アーク長を調整する必要がある。
3,被覆材が溶融金属を覆う
TIG溶接とは以下が違う。
1,アーク長を調整する必要がある。
2,溶加棒を使ことがある
半自動溶接(炭酸ガスアーク溶接、CO2溶接)の特徴は、以下。
1,アーク長は機械が調整する。電圧値。
2,突き出し長さを一定にする
3,ワイヤーが自動送給
TIGも半自動も直流だ。(TIGでアルミ、マグネシウムなど表面に酸化皮膜がある材料は交流)
ただ、電子の飛び方が逆。電子がぶつかる方側が温度が上がる。
TIGのタングステン(電球のフィラメントに使う。融点3400°程度)が溶けるのではなく、材料を溶かすのでタングステン電極側から電子が飛び出すようになっている(電流では逆。電流は+から-に流れるというキマリ。昔は電気の流れる方向なんてどうでも良かったんだよね)。タングステン電極=トーチ側が-。次図はTIG溶接機。図のように母材が+。
半自動はワイヤがよく溶けるような極性になっている。ワイヤ側=トーチ側が+だ。
手でトーチを持って炭酸ガスアーク溶接する場合は以下のことに注意(溶接中に)する。
1,突き出し長さ(短いと電流が上がる)不安定だと120A程度に調節していても±20Aぐらい変わる
250Aなら±50A以上違う。定電圧特性だから仕方ないでしょ。電流は大きく変わるダス。
2,狙い(これはどんな溶接でも必要だが他の溶接に比べシビア)
プールとアークの位置(溶接方向のプールの先頭にアーク)
3,角度
ただし、200A以下の短絡移行(ショートアーク/短絡アーク)の小電流での溶接の話。
特に、2は非常に重要だ。
これをしないと、見た目は盛れているが母材が溶けていないという結果になる。
溶接前には、電流、電圧の調整。
SN-2Fなど開先加工がある場合はルート間隔、ルート面のサイズ。
特に、ルート間隔は溶接中に変えることはできない。
上記の1から3は溶接中に変えて、調節できる。
電流は熱量。溶ける量、ワイヤを使う量。炭酸ガスアーク溶接の場合は電流を上げるとワイヤーの送給速度が上がる。
電圧は勢い。高めにするとビードが平になる/軽いウィービングと同じ結果。低めにするとワイヤーが母材に突き当たる感じになり、埋めるには都合がいい。電圧を高めにするとプール(溶融池)を一瞬外してもバタバタしない(この話は、200A以下の短絡移行での話で電流自体が高いと熱がよく入っているので違いがわからない)。